





ТОШКЕНТ
КИМЁ
-
ТЕХНОЛОГИЯ
ИНСТИТУТИ
ҲУЗУРИДАГИ
ФАН
ДОКТОРИ
ИЛМИЙ
ДАРАЖАСИНИ
БЕРУВЧИ
16.07.2013.
Т
.08.01
РАҚАМЛИ
ИЛМИЙ
КЕНГАШ
ТОШКЕНТ
ДАВЛАТ
ТЕХНИКА
УНИВЕРСИТЕТИ
УМУМИЙ
ВА
НООРГАНИК
КИМЁ
ИНСТИТУТИ
АБДУРАХМОНОВ
ОЛИМ
РУСТАМОВИЧ
МОДДА
АЛМАШИНИШНИ
ЖАДАЛЛАШТИРИШ
ОРҚАЛИ
НЕФТЬ
-
ГАЗ
КОНДЕНСАТИ
АРАЛАШМАЛАРИНИ
СУВСИЗ
ҲАЙДАШ
ТЕХНОЛОГИЯСИНИНГ
ИЛМИЙ
АСОСЛАРИНИ
ТАКОМИЛЛАШТИРИШ
02.00.08 –
Нефть
ва
газ
кимёси
ва
технологияси
(
техника
фанлари
)
ДОКТОРЛИК
ДИССЕРТАЦИЯСИ
АВТОРЕФЕРАТИ
Ташкент
– 2015
йил

2
УДК
: 665.6.7
Докторлик
диссертацияси
аврореферати
мундарижаси
Оглавление
автореферата
докторской
диссертации
Contents of the abstract of doctoral dissertation
Абдурахмонов
Олим
Рустамович
Модда
алмашинишни
жадаллаштириш
орқали
нефть
-
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
технологиясининг
илмий
асосларини
такомиллаштириш
……………..… 3
Абдурахмонов
Олим
Рустамович
Совершенствование
научных
основ
технологии
сухой
перегонки
нефтегазоконденсатных
смесей
путем
интенсификации
массообмена
…………………………………………....... 29
Abdurakhmonov Olim
Perfection of scientific bases of technology of dry
distillation oil-gas condensate mixes
by an intensification mass-exchange ………………………………………..... 55
Эълон
қилинган
ишлар
рўйхати
Список
опубликованных
работ
List of published works ………………………………………………………. 80

3
ТОШКЕНТ
КИМЁ
-
ТЕХНОЛОГИЯ
ИНСТИТУТИ
ҲУЗУРИДАГИ
ФАН
ДОКТОРИ
ИЛМИЙ
ДАРАЖАСИНИ
БЕРУВЧИ
16.07.2013.
Т
.08.01
РАҚАМЛИ
ИЛМИЙ
КЕНГАШ
ТОШКЕНТ
ДАВЛАТ
ТЕХНИКА
УНИВЕРСИТЕТИ
УМУМИЙ
ВА
НООРГАНИК
КИМЁ
ИНСТИТУТИ
АБДУРАХМОНОВ
ОЛИМ
РУСТАМОВИЧ
МОДДА
АЛМАШИНИШНИ
ЖАДАЛЛАШТИРИШ
ОРҚАЛИ
НЕФТЬ
-
ГАЗ
КОНДЕНСАТИ
АРАЛАШМАЛАРИНИ
СУВСИЗ
ҲАЙДАШ
ТЕХНОЛОГИЯСИНИНГ
ИЛМИЙ
АСОСЛАРИНИ
ТАКОМИЛЛАШТИРИШ
02.00.08 –
Нефть
ва
газ
кимёси
ва
технологияси
(
техника
фанлари
)
ДОКТОРЛИК
ДИССЕРТАЦИЯСИ
АВТОРЕФЕРАТИ
Ташкент
– 2015
йил

4
Докторлик
диссертация
мавзуси
Ўзбекистон
Республикаси
Вазирлар
Маҳамаси
ҳузуридаги
Олий
аттестация
комиссиясида
12.05.2015/B2015.1.T464
рақам
билан
рўхатга
олинган
.
Докторлик
диссертацияси
Тошкент
давлат
техника
университети
ва
Умумий
ва
ноорганик
кимё
институтида
бажарилган
.
Докторлик
диссертациясининг
тўла
матни
Тошкент
кимё
-
технология
институти
ҳузуридаги
Фан
доктори
илмий
даражасини
берувчи
16.07.2013.
Т
.08.01
рақамли
илмий
кенгаш
веб
-
саҳифасида
www.tkti.uz
манзилига
жойлаштирилган
.
Диссертация
автореферати
уч
тилда
(
ўзбек
,
рус
,
инглиз
) www.tkti.uz
веб
-
саҳифаси
ва
“Ziyonet”
таълим
ахборот
тармоғида
www.ziyonet.uz
манзилига
жойлаштирилган
.
Расмий
оппонентлар
:
Абидова
Мухаббат
Фазыловна
Ўзбекистон
Республикаси
Фанлар
академияси
академиги
,
кимё
фанлари
доктори
,
профессор
Сайдахмедов
Игамберди
Мухтарович
техника
фанлари
доктори
,
профессор
Абдурахимов
Саидакбар
Абдурахмонович
техника
фанлари
доктори
,
профессор
Етакчи
ташкилот
:
ОАЖ
«
УзЛИТИНефтгаз
»
Диссертация
ҳимояси
Тошкент
кимё
-
технология
институти
ҳузуридаги
16.07.2013.
Т
.08.01
рақамли
илмий
кенгашнинг
2015
йил
«___» ___
соат
____
даги
мажлисида
бўлиб
ўтади
. (
Манзил
:
100011,
Тошкент
ш
.,
Навоий
кўчаси
32.
Тел
./
факс
: (+99871) 244-79-20, (+99871) 244-79-17, e-mail:
tkti@mail.uz
.
Докторлик
диссертацияси
билан
Тошкент
кимё
-
технология
институти
Ахборот
-
ресурс
марказида
танишиш
мумкин
(_____
рақами
билан
рўйхатга
олинган
). (
Манзил
100011,
Тошкент
ш
.,
Навоий
кўчаси
32.
Тел
/
факс
.: (+99871) 244-79-20).
Диссертация
автореферати
2015
йил
«____»_______
куни
тарқатилди
.
(2015
йил
________
даги
№
_____
рақамли
реестр
баённомаси
).
С
.
М
.
Туробжонов
Фан
доктори
илмий
даражасини
берувчи
илмий
кенгаш
раиси
,
т
.
ф
.
д
.,
профессор
А
.
С
.
Ибодуллаев
Фан
доктори
илмий
даражасини
берувчи
илмий
кенгаш
илмий
котиби
,
т
.
ф
.
д
.,
профессор
Г
.
Р
.
Рахмонбердиев
Фан
доктори
илмий
даражасини
берувчи
илмий
кенгаш
ҳузуридаги
илмий
семинар
раиси
,
к
.
ф
.
д
.,
профессор

5
КИРИШ
(
Докторлик
диссертацияси
аннотацияси
)
Диссертация
мавзусининг
долзарблиги
ва
зарурияти
.
Бутун
дунёда
транспорт
воситалари
,
ҳамда
ёқилғи
талаб
қилувчи
машина
ва
механизмалар
сонининг
кескин
ошиши
энергия
тежамкор
технологиялар
асосида
сифатли
мотор
ёқилғилари
ишлаб
чиқаришни
талаб
этади
. 2005
йилдан
ҳозирги
кунларгача
дунёда
мамлакатларида
нефть
-
газ
қазиб
олиш
ҳажми
55 %
дан
ортиқга
,
уларнинг
ерости
захираларин
аниқлаш
ҳажми
3
баробарга
кўпайган
.
Нефть
ва
газ
конденсати
(
НГК
)
аралашмасидан
мотор
ёқилғилари
ишлаб
чиқариш
кўп
энергия
сарфи
ва
мураккаб
ускуналардан
фойдаланишга
асосланган
жараёнлардан
ҳисобланади
.
Охирги
йилларда
мотор
ёқилғилари
сифатига
талаблар
узлуксиз
ортиб
бормоқда
,
шу
билан
бирга
дунёда
нефть
хом
ашёси
миқдори
ва
нархида
нотурғунлик
кузатилмоқда
.
Нефтни
қайта
ишлаш
заводларини
техник
ва
технологик
янгилаш
,
ишлаб
чиқаришнинг
энергия
тежамкор
усулларини
қўллаш
,
нефть
маҳсулотлари
,
хусусан
мотор
ёқилғилари
ишлаб
чиқаришнинг
сарф
-
харажатларини
камайтириш
ва
уларнинг
сифатини
яхшилашни
таъминловчи
асосий
омиллардан
ҳисобланади
.
Маълумки
,
нефть
ва
газ
конденсати
аралашмаларидан
мотор
ёқилғилари
ишлаб
чиқариш
катта
миқдорда
иссиқлик
ва
электр
энергияни
талаб
қиладиган
жараёнлардан
бири
бўлган
мураккаб
ҳайдаш
(
ректификация
)
га
асосланган
.
Бунда
буғлатувчи
агент
сифатида
,
ҳозирги
пайт
,
ўта
қиздирилган
сув
буғи
қўлланилади
.
Таҳлиллар
шуни
кўрсатадики
,
нефть
ва
газ
конденсати
аралашмасидан
мотор
ёқилғилари
олишда
углеводород
буғларини
қўллашнинг
назарий
ва
амалий
асосларини
такомиллаштириш
,
модда
алмашинишни
жадаллаштириш
ва
углеводород
буғлатувчи
агентини
қўллашнинг
самарадорлигини
аниқлаш
тадқиқотлари
йўналишида
бажарилган
мазкур
ишларнинг
долзарблигини
қуйидагилар
тасдиқлайди
:
сув
буғини
ишлаб
чиқариш
учун
катта
ҳажмдаги
энергетик
ва
технологик
сарфлар
керак
;
углеводород
буғларини
конденсациялаш
жараёнида
сув
кондесати
ҳосил
бўлиши
рўй
беради
.
Ўз
навбатида
ҳосил
бўлган
фракциялар
таркибидан
сув
конденсатини
ажратиб
олиш
махсус
ускуналар
,
тозалаш
технологик
жараёнини
ўтказиш
ва
қўшимча
энергетик
сарфларни
талаб
қилади
;
сув
буғи
ва
унинг
конденсати
углеводород
аралашмалари
таркибида
бўлиб
иссиқлик
-
модда
алмашиниш
жарёнларининг
тезлигини
ва
уларни
амалга
ошириш
технологик
ускуналарининг
самарадорлигини
пасайтиради
;
сув
буғининг
конденсацияланиш
иссиқлиги
(2260
кДж
/
кг
)
углеводород
буғларининг
конденсацияланиш
иссиқлиги
(250-350
кДж
/
кг
)
дан
юқори
бўлиши
уларни
конденсацияланишда
энергия
сарфининг
ошишига
олиб
келади
;
ҳосил
бўлган
сув
конденсати
ускуналарнинг
контакт
юзаларининг
коррозияланишини
кучайтиришга
сабаб
бўлади
;
сув
конденсати
таркибида
нефть
маҳсулотларининг
қолдиқлари
,
олтингугурт
ва
бошқа
кимёвий
бирикмалар
мавжуд
бўлиши
,
уларни
ажратиб
олиш
ва
қайта
файдаланиш
билан
бағлиқ
бўлган
қўшимча
сарфларни
талаб
қилади
.
Ўз
навбатида
ушбу
аралашмалар
экологик
ҳолатни
ёмонлаштиради
;
сув
конденсати
дистиллят

6
фракциялари
(
айниқса
,
авиакеросин
ва
дизель
ёқилғиси
)
таркибида
сув
бўлишига
олиб
келади
ва
уларни
кейинчалик
сувсизлантириш
учун
қўшимча
харажатлар
қилинишини
талаб
қилади
.
Ўзбекистон
Республикаси
Президентининг
2008
йил
15
июлдаги
“
Инновацион
лойиҳалар
ва
технологияларни
ишлаб
чиқаришга
қўллашни
рағбатлантириш
бўйича
қўшимча
чора
-
тадбирлар
тўғрисида
”
ги
ПҚ
-916-
сон
ва
2010
йил
15
декабрдаги
“2011-2015
йилларда
Ўзбекистон
Республикасининг
саноатини
ривожлантириш
устунлари
тўғрисида
”
ги
ПҚ
-
1442-
сон
қарорларида
белгиланган
вазифаларни
муайян
даражада
бажаришга
ушбу
диссертация
тадқиқоти
хизмат
қилади
.
Тадқиқотнинг
республика
фан
ва
технологиялари
ривожланишининг
устувор
йўналишларига
боғлиқлиги
.
Диссертация
тадқиқоти
7 – (2007-2011
йиллар
) “
Кимёвий
технологиялар
ва
нанотех
-
нологиялар
”,
ИТИ
-13 – (2007-2011
йиллар
) “
Минерал
хом
ашё
ресурсларини
излаш
,
қидириш
,
қазиб
олиш
,
баҳолаш
ва
комплекс
қайта
ишлаш
,
тоғ
саноати
комплекси
чиқиндиларидан
фойдаланишнинг
самарали
усулларини
ишлаб
чиқиш
”
фан
ва
технологияларни
ривожлантиришнинг
устувор
йўналишларига
мос
равишда
бажарилган
.
Диссертация
мавзуси
бўйича
халқаро
илмий
-
тадқиқотлар
шарҳи
.
Суюқ
углеводородларни
қайта
ишлаш
жараёнинининг
самарадорлигини
ошириш
ва
жадаллаштириш
бўйича
дунёнинг
етакчи
илмий
-
тадқиқот
марказлари
ва
олий
ўқув
муассасаларида
,
жумладан
, Chicago university,
Colorado school of mines, Shell Global Solutions Inc. (
АҚШ
), Japan Petroleum
Institute, Tokyo national university (
Япония
), Royal Military College of Canada
(
Канада
), French Petroleum Institute (
Франция
)
илмий
-
тадқиқотлар
олиб
борилмоқда
.
Нефть
-
газ
конденсати
аралашмаларини
ҳайдаш
технологиясини
такомиллаштириш
юзасидан
жаҳонда
олиб
борилган
илмий
-
тадқиқотлар
натижасида
,
жумладан
,
қуйидаги
илмий
ва
амалий
натижалар
олинган
:
суюқ
углеводородларни
қайта
ишлашда
ректификациялаш
жараёнини
жадаллаштиришнинг
самарали
усуллари
ишлаб
чиқилган
(Australian institute
of petroleum,
Австралия
);
нефтни
қайта
ишлашда
ректификациялаш
жараёни
такомиллаштириш
учун
юқори
унумли
контакт
қурилмалари
яратилган
(Japan Petroleum Institute,
Япония
);
суюқ
углеводородлардан
мотор
ёқилғилари
олишда
маҳсулот
сифатини
яхшилаш
ва
унда
ҳайдаш
жараёнининг
технологик
кўрсатгичлари
таъсирини
аниқлаш
методикаси
ишлаб
чиқилган
(Research Institute of Petroleum Processing
Германия
, Indian
Institute of Petroleum
Ҳиндистон
).
Бугунги
кунда
муқобил
буғлатувчи
агентлар
рециркуляциясини
қўллаб
ректификацион
колоннада
модда
алмашинишни
жадаллаштириш
,
нефть
ва
газ
конденсати
аралашмаларини
ҳайдашнинг
назарий
ва
амалий
асосларини
такомиллаштириш
ва
самарадорлигини
ошириш
каби
устувор
йўналишларда
илмий
изланишлар
олиб
борилмоқда
.
Муаммонинг
ўрганилганлик
даражаси
.
Ҳозирги
вақтда
йирик
олимлар
(
О
.
Ф
.
Глаголева
,
В
.
М
.
Капустин
,
С
.
А
.
Ахметов
,
А
.
С
.
Багатуров
,
А
.
К
.

7
Мановян
ва
бошқалар
)
нинг
илмий
ишларида
азот
,
углерод
оксиди
ва
унинг
икки
оксиди
ҳамда
инерт
газлар
каби
,
сув
буғига
муқобил
буғлатувчи
агентларнинг
қўлланилиши
истиқболли
эканлиги
ҳақида
хулосалар
қилинган
.
Кўпгина
тадқиқотчилар
ва
ушбу
соҳа
мутахассислари
томонидан
ҳайдаш
жараёнида
буғлатувчи
агент
сифатида
сув
буғи
сарфини
камайтириш
муаммоларининг
технологик
ва
кенструктив
ечимлари
таклиф
этилган
.
Ўзбекистон
олимлари
–
Абидова
М
.
Ф
.,
Салимов
З
.
С
.,
Нарметова
Г
.
Р
.,
Азизов
У
.
А
.,
Икрамов
А
.
И
.,
Ташмухамедова
А
.
К
.,
Хамидов
Б
.
Н
.,
Махкамов
Х
.
М
.,
Юнусов
М
.
П
.,
Сайдахмедов
Ш
.
М
.,
Туробжонов
С
.
М
.,
Кадиров
И
.
К
.,
Сайдахмедов
И
.
М
.,
Абдурахимов
С
.
А
.
ва
бошқаларнинг
илмий
ишлари
натижасида
нефть
кимёси
,
нефть
-
газни
қайта
ишлаш
технологияси
,
жараёнлари
ва
ускуналари
соҳасида
муҳим
илмий
-
амалий
ютуқларга
эришилди
.
Юсупбеков
Н
.
Р
.,
Гулямов
Ш
.
М
.,
Артиков
А
.
А
.,
Маннанов
У
.
В
.,
Нурмухамедов
Х
.
С
.,
Додаев
К
.
О
.,
Джураев
Х
.
Ф
.
ва
бошқалар
кимёвий
ва
озиқ
-
овқат
технологиялари
жараёнлари
ва
ускуналари
,
кўп
компонентли
аралашмаларни
ҳайдашни
математик
моделлаштириш
бўйича
кенг
кўламли
тадқиқотлар
олиб
боришмоқда
.
Энергия
ва
ўта
қиздирилган
сув
буғи
сарфини
камайтириш
мақсадида
қатор
тадқиқотчилар
томонидан
“
иссиқ
оқим
”
билан
колонна
куби
маҳсулотини
қўшимча
иситишни
ҳосил
қилишга
асосланган
нефтни
ҳайдаш
схемасини
ўзгартириш
йўллари
таклиф
этилган
.
Аммо
адабиёт
манбаларида
нефть
ва
газ
конденсати
аралашмасини
ректификациялашда
ўта
қиздирилган
сув
буғи
ўрнига
буғлатувчи
агент
сифатида
углеводород
буғларидан
фойдаланиш
,
бўйича
чуқур
илмий
тадқиқотлар
баён
қилинмаган
.
Худди
шундай
,
муқобил
буғлатувчи
агентларни
қўллаб
,
суюқ
углеводородларни
ректификация
қилишда
модда
алмашиниш
жараёнларини
жадаллаштириш
борасида
ҳам
маълумотлар
йўқ
.
Мавжуд
адабиёт
маълумотлари
ва
бошқа
тадқиқотлар
назарий
натижалари
асосида
,
углеводород
буғлатувчи
агентини
қўллаб
,
ректификация
жараёнини
ҳар
томонлама
таҳлил
қилиш
учун
етарли
имконият
бермайди
.
Сув
буғи
буғлатувчи
агент
сифатида
қўлланилишининг
камчиликларини
инобатга
олиб
,
охирги
йилларда
жаҳон
амалиётида
нефтни
қайта
ишлашда
,
унинг
қўлланилишини
кескин
камайтириш
ва
ректификацион
ускуналарни
сувсиз
ҳайдаш
технологиясига
ўтказиш
бўйича
таклифлар
кузатилмоқда
.
Шу
муносабат
билан
,
нефтни
қайта
ишлаш
соҳасида
янги
технология
–
нефть
ва
газ
аралашмаларини
сувсиз
ҳайдашнинг
илмий
асослари
ва
хом
ашёни
ёқилғи
фракцияларига
ажратишнинг
самарали
усулини
ишлаб
чиқиш
билан
боғлиқ
углеводород
хом
ашёсини
ҳайдаш
жараёнида
сув
буғини
муқобил
буғлатувчи
агентлар
билан
алмаштириш
бўйича
янги
долзарб
илмий
-
техник
муаммо
пайдо
бўлди
.
Диссертация
мавзусининг
диссертация
бажарилаётган
илмий
-
тадқиқот
муассасасининг
илмий
-
тадқиқот
ишлари
билан
боғлиқлиги
.
Диссертация
тадқиқоти
Умумий
ва
ноорганик
кимё
институтининг
ФА
-
А
13-
Т
001
рақамли
(2012-2014
йй
.) “
Модда
алмашиниш
жараёнларини
жадаллаштириш
асосида
нефть
-
газ
конденсати
аралашмаларини
ректификациялашнинг
юқори
самарали
технологиясини
яратиш
”
амалий
ва

8
7-
ФА
-0-10065
рақамли
(2014-2015
йй
.) “
Нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
технологисининг
илмий
-
техник
ҳужжатларини
тайёрлаш
ва
унинг
тажриба
-
саноат
синовларини
ўтказиш
”
инновацион
лойиҳаларига
мувофиқ
олиб
борилган
.
Бухоро
(30.12.2009
йилдаги
№
09-21-222/026; 25.03.2012
йилдаги
№
77/026
рақамли
)
ва
Фарғона
нефтни
қайта
ишлаш
заводлари
билан
тузилган
(19.04.2014
йилдаги
№
404
рақамли
)
хўжалик
шартномалари
диссертация
ишининг
амалий
натижалари
билан
боғлиқ
ҳолда
амалга
оширилган
.
Тадқиқотнинг
мақсади
мотор
ёқилғилари
олиш
жараёнида
углеводород
буғлатувчи
агентини
қўллаб
буғ
фазасида
модда
бериш
жараёнини
жадаллаштириш
йўли
билан
нефть
ва
газ
конденсати
аралашмасини
ҳайдашнинг
энергия
тежамкор
технологиясини
яратишдан
иборат
.
Мақсадга
эришиш
учун
қуйидаги
тадқиқот
вазифалари
қўйилган
:
сувсиз
ҳайдаш
усули
билан
нефть
ва
газ
конденсати
аралашмаларини
фракцияларга
ажратишда
контакт
фазалар
орасидаги
чегара
юпқа
қатламнинг
камайиши
ҳисобига
буғ
фазасидаги
модда
бериш
жараёнини
ўрганиш
;
гидродинамик
ва
иссиқлик
ўхшашлик
мезонлари
қийматларининг
юқори
бўлганлиги
сабабли
муқобил
буғлатувчи
агентнинг
қўллаш
ҳисобига
иссиқлик
бериш
коэффициентининг
ошишини
аниқлаш
;
сув
буғининг
физик
-
кимёвий
кўрсатгичларидан
афзалроқ
кўсатгичга
эга
бўлган
муқобил
буғлатувчи
агентни
қўллаш
ҳисобига
,
нефть
ва
газ
конденсати
аралашмасини
ҳайдашда
чегара
юпқа
қатлам
қалинлигининг
ўзгаришини
ўрганиш
;
нефть
ва
газ
конденсати
аралашмасини
углеводородли
буғлатувчи
агентнинг
рециркуляцияси
орқали
ректификациялаш
жараёнининг
энг
мақбул
кўрсатгичларини
топиш
;
ёқилғи
дистиллят
фракциялари
таркибида
намлик
ҳосил
бўлишининг
олдини
олувчи
,
нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдашнинг
энергия
тежамкор
технологиясини
ишлаб
чиқиш
;
Фарғона
нефтни
қайта
ишлаш
заводининг
ЭЛОУ
АВТ
-1
технологик
блоки
ректификацион
колонналарига
углеводородли
буғлатувчи
агентни
узатишнинг
принципиал
схемасини
яратиш
;
Фарғона
НҚИЗ
АВТ
-1
тизимига
нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдаш
технологиясини
жорий
этиш
орқали
эришиладиган
иқтисодий
самарани
ҳисоблаш
.
Назарий
ва
экспериментал
тадқиқотлар
натижасида
буғ
фазасида
модда
алмашиниш
жараёнини
жадаллаштиришга
асосланган
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдашнинг
илмий
асосларини
такомиллаштириш
ва
углеводород
буғлатувчи
агентини
рециркуляцияси
билан
хом
ашёни
ҳайдашнинг
юқори
самарали
технологиясини
ишлаб
чиқиш
йўли
орқали
юқорида
келтирилган
илмий
-
техник
мауммо
ечилган
.
Тадқиқот
объекти
сифатида
нефть
,
газ
конденсати
ва
уларнинг
аралашмалари
ҳамда
нефть
ва
газ
конденсати
аралашмаларини
ректификациялаш
жараёни
олинган
.

9
Тадқиқот
предмети
–
буғлатувчи
агент
сифатида
қўлланиладиган
углеводород
буғлари
ҳисобланади
.
Тадқиқот
усуллари
.
Диссертация
ишининг
бажарилишида
кимёвий
технология
ҳамда
нефть
ва
газни
қайта
ишлаш
жараёнлари
ва
ускуналари
фанларининг
назарий
асослари
услубиётларидан
фойдаланилган
.
Нефть
,
газ
конденсати
,
ҳамда
уларнинг
аралашмалари
ва
дистиллят
фракцияларининг
фракцион
таркибини
тадқиқ
қилишда
суюқ
углеводородларни
ҳайдаш
ускунасидан
фойданилган
.
Технологик
кўрсатгичларини
аниқлаш
анъанавий
усуллар
асосида
лаборатория
ўлчов
асбоблари
ёрдамида
амалга
оширилган
.
Назарий
ва
амалий
тадқиқотлар
натижаларини
тадқиқ
қилиш
ўхшашлик
назарияси
ва
моделлаштириш
услубларидан
фойдаланилган
ҳолда
ўтказилган
.
Диссертация
ишини
бажаришда
ҳайдаш
жараёнида
кечадиган
мураккаб
модда
алмашиниш
жараёнларини
таҳлил
қилиш
услубиёти
жалб
қилинган
.
Ректификация
жараёнининг
модда
алмашиниш
кўрсатгичларини
ўрганишда
компьютерли
тадқиқот
усуллардин
фойдаланилган
.
Илмий
тадқиқотлар
лаборатория
ректификацион
қурилмасида
бажарилган
.
Тадқиқотининг
илмий
янгилиги
қуйидагилардан
иборат
:
анъанавий
буғлатувчи
агент
(
ўта
қиздирилган
сув
буғи
)
ни
углеводород
буғларига
алмаштириш
йўли
билан
модда
алмашиниш
жараёнларини
жадаллаштиришга
асосланган
нефть
ва
газ
конденсати
аралашмаларини
ҳайдашнинг
янги
технологияси
ишлаб
чиқилган
;
сувсиз
ҳайдаш
усули
билан
нефть
ва
газ
конденсати
аралашмаларини
ажратишда
фазалараро
чегара
юпқа
қатламининг
камайиши
ҳисобига
буғ
фазасидаги
модда
алмашиниш
ва
муқобил
буғлатувчи
агентининг
гидродинамик
ва
иссиқлик
ўхшашлик
мезонлари
қийматларининг
юқорилиги
ҳисобига
иссиқлик
алмашиниш
кўрсаткичлари
оширилган
;
углеводород
буғлатувчи
агентининг
сув
буғига
нисбатан
физик
-
кимёвий
хусусиятларининг
афзаллиги
ҳисобига
нефть
ва
газ
конденсати
аралашмаларини
ҳайдашда
модда
алмашиниш
жараёни
ўзгариши
кўрсатилган
;
ректификацион
колоннада
1,46
т
/
соат
миқдорда
углеводород
буғлатувчи
агентининг
рециркуляциясини
ташкил
этиш
йўли
билан
,
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
жараёнининг
технологик
кўрсаткичлари
аниқланган
;
углеводородларнинг
молекуляр
массаси
ўзгариши
ҳисобига
,
диффузия
коэффициенти
қийматларининг
ошиб
бориш
қатори
аниқланган
;
буғ
ва
суюқ
фазалар
орасида
модда
алмашинишнинг
жадалланиши
ҳисобига
углеводород
буғлатувчи
агентидан
фойдаланишда
сув
буғидан
фойдаланишга
нисбатан
дистиллят
фракцияларининг
ажратиш
аниқлиги
5–7
о
С
га
ошиши
кўрсатилган
;
муқобил
буғлатувчи
агенти
иссиқлик
-
физик
хоссаларининг
афзаллиги
ҳисобига
сув
буғи
ўрнига
углеводород
буғлатувчи
агентини
қўллашда
конденсацияланиш
жараёни
иссиқлик
юкланмасининг
10
мартадан
кўпроққа
камайиши
исботланган
.

10
Тадқиқотнинг
амалий
натижалари
қуйидагилардан
иборат
:
сув
буғи
(
С
ВП
=1,974
кДж
/
кг
·
К
)
ва
углеводород
буғлари
(
С
УВ
=2,211
кДж
/
кг
·
К
)
иссиқлик
сиғимлари
орсидаги
фарқнинг
мавжудлиги
сабабли
буғлатувчи
агент
сарфини
11,7 %
га
камайишига
эришилди
;
модда
алмашиниш
жараёнининг
жадаллашиши
ҳисобига
нефть
-
газконденсати
хом
ашёсидан
ёқилғи
фракцияси
чиқишининг
2,67 %
га
оширишга
имкон
яратилди
(10.01.2012
йил
ЎзР
ФА
УНКИ
далолатномаси
);
буғлатувчи
агентни
алмаштириш
ҳисобига
иссиқлик
ва
энергетик
сарфларни
66,4 %
га
тежаш
имконини
берувчи
ва
ёқилғи
дистиллят
(
бензин
,
керосин
ва
дизель
)
фракцияларида
сув
ҳосил
бўлишини
олдини
олувчи
углеводород
буғлатувчи
агентининг
рециркуляциясига
асосланган
нефть
ва
газ
конденсати
аралашмаларини
ҳайдашнинг
энергия
тежамкор
технологияси
ишлаб
чиқилди
(
Фарғона
НҚИЗ
илмий
-
техник
кенгашининг
11.02.2015
йилги
№
01/9
далолатномаси
).
Тадқиқот
натижаларининг
ишончлилиги
кимёвий
технология
ҳамда
нефть
ва
газни
қайта
ишлаш
жараёнлари
ва
ускуналари
фанларининг
назарий
асосларига
,
тадқиқотларнинг
замонавий
услубларига
таянган
ҳолда
аниқланганлиги
ва
олинган
натижалар
ишлаб
чиқаришда
қўллашга
қабул
қилинганлиги
билан
исботланди
.
Тадқиқот
натижаларининг
илмий
ва
амалий
аҳамияти
.
Тадқиқот
натижаларининг
назарий
аҳамияти
нефть
-
газ
конденсати
аралашмаларини
ҳайдашда
суюқлик
-
буғ
системасида
юз
берадиган
иссиқлик
ва
модда
алмашиниш
жараёнлари
(
ҳайдаш
,
абсорбция
,
десорбция
,
буғлатиш
,
иситиш
совитиш
ва
конденсациялаш
)
ни
такомиллаштириш
,
жадаллаштириш
,
оптималлаш
йўлларини
ишлаб
чиқишга
ёрдам
беради
.
Ишнинг
амалий
аҳамияти
эса
:
углеводород
буғларини
буғлатувчи
агент
сифатида
ишлатиш
ҳисобига
иссиқлик
-
ва
модда
алмашинишни
жадаллаштириш
йўли
билан
янги
технология
–
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
технологияси
асослари
такомиллаштирилди
;
углеводород
буғлатувчи
агентини
қўллаб
нефть
ва
газ
конденсати
аралашмаларини
ҳайдаш
жараёнининг
иссиқлик
-
ва
модда
алмашинишини
жадаллаштиришни
ҳисоблаш
услубиёти
таклиф
этилди
;
углеводород
буғлатувчи
агентининг
рециркуляциясига
асосланган
,
қимматбаҳо
энергия
ташувчи
ҳисобланган
–
сув
буғи
ишлатишдан
воз
кечиш
ишконини
берувчи
,
шу
билан
бирга
дистиллят
(
бензин
,
керосин
ва
дизель
)
фракциялари
таркибида
сув
конденсати
пайдо
бўлишининг
олдини
олувчи
,
энергия
тежамкор
янги
технология
–
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
технологияси
яратилди
.
Тадқиқот
натижаларининг
жорий
қилиниши
.
Углеводород
буғлатувчи
агентини
қўллаб
,
нефть
ва
газ
конденсати
аралашмаларини
ректификациялашда
фазалараро
чегара
юпқа
қатламининг
ўн
мартага
камайиши
ҳисобига
буғ
фазасидаги
модда
алмашиниш
коэффициенти
уч
марта
,
муқобил
буғлатувчи
агентининг
гидродинамик
ва
иссиқлик
ўхшашлик
мезонлари
қийматлари
юқорилиги
ҳисобига
иссиқлик
алмашиниш

11
коэффициенти
6
мартага
оширилган
.
Хомашё
бўйича
йиллик
иш
унумдорлиги
600
минг
тонна
бўлган
Фарғона
НҚИЗ
ЭЛОУ
АВТ
–1
технологик
тизимида
нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдаш
технологиясини
ишлаб
чиқаришга
жорий
қилиш
учун
қабул
қилинган
ва
уни
қўллашдан
йиллик
иқтисодий
самара
500
млн
.
сўмдан
ортиқни
ташкил
этади
(
Фарғона
НҚИЗнинг
10.02.2015
йилги
далолатномаси
ва
01/32
рақамли
26.03.2015
йилдаги
хати
).
Тадқиқот
натижаларининг
апробацияси
.
Тақиқот
натижалари
турли
халқаро
анжуманларда
апробациядан
ўтказилган
,
хусусан
15
ва
16
“
Ўзбекистон
нефть
ва
гази
”
Халқаро
анжуманида
(
Тошкент
, 2011
ва
2012);
“
Озиқ
-
овқат
ишлаб
чиқариш
техника
ва
технологияси
” VIII
халқаро
илмий
-
техник
анжуманида
(
Могилев
,
Беларусь
, 2011); “
Тоғ
-
металлургия
саноатининг
замонавий
техника
ва
технологиялари
ва
уларни
ривожлантириш
йўллари
” VI
халқаро
илмий
-
техник
анжуманида
(
Навоий
,
2013); “
Нефть
кимёси
соҳасида
инновацион
ғоялар
ва
технологиялар
ҳолати
ва
истиқболлари
”
Халқаро
илмий
-
техник
анжуманида
(
Фарғона
, 2015); “
Тоғ
-
металлургия
комплекси
:
ютуқлар
,
муаммолар
ва
ривожланишнинг
замонавий
тенденциялари
” VIII
халқаро
илмий
-
техник
анжуманида
(
Навоий
, 2015);
“
Кимёвий
технология
соҳаларининг
долзарб
муаммолари
”
Халқаро
илмий
-
амалий
конференция
(
Бухоро
, 2015); “
Ўзбекистон
нефть
ва
газини
қайта
ишлаш
долзарб
муаммолари
”
Республика
илмий
-
техник
анжуманида
(
Тошкент
, 2012); “
Нефть
ва
газни
қайта
ишлаш
– 2012”
Илмий
–
амалий
анжуманида
(
Уфа
, 2012); “
Фан
.
Таълим
.
Ёшлар
”.
Олма
-
ота
технология
университетининг
55-
йиллигига
бағшланган
Республика
ёш
олимлар
анжуманида
(
Олма
-
ота
, 2012); XIX Mendeleev congress on general and applied
chemistry. Volume 2, Chemistry and technology of materials, including
nanomaterials (Volgograd, Russia, 2011); “
Нефть
ва
газни
аралашмалардан
турли
физик
-
кимёвий
усулларда
тозалашнинг
долзарб
муаммолари
”
Республика
илмий
-
амалий
анжуманида
(
Қарши
, 2011); “
Ишлаб
чиқариш
корхоналарининг
долзарб
муаммоларини
ечишда
инновацион
технологияларнинг
аҳамияти
”
Республика
илмий
-
техник
анжуманида
(
Қарши
, 2013); “
Силикат
материаллари
кимёвий
технологиялари
ривожи
истиқболлари
ва
инновацион
ишланмалар
”
Республика
илмий
-
техник
анжуманида
(
Ташкент
, 2012); “
Энергиянинг
муқобил
манбааларидан
фойдаланишнинг
долзарб
муаммолари
”
Республика
илмий
-
амалий
анжуманида
(
Қарши
, 2014); “
Ишлаб
чиқаришни
модернизация
қилиш
,
техник
ва
технологик
қайта
жиҳозлаш
,
инновациялар
,
иқтисодий
самарали
усуллар
ва
ноанъанавий
ечимлар
” II
Республика
илмий
-
техник
анжуманида
(
Фарғона
,
2013).
Диссертация
иши
20.11.2014
йилда
Тошкент
давлат
техника
университети
, “
Нефть
ва
газ
”
факультети
илмий
кенгашида
, 12.02.2015
йилда
Фарғона
нефтни
қайта
ишлаш
заводи
илмий
-
техник
кенгашида
, 20.02.2015
йилда
ЎзР
ФА
Умумий
ва
ноорганик
кимё
институти
”
Кимёвий
технология
жараёнлари
ва
ускуналари
”, “
Нефть
кимёси
”, “
Газконденсатини
кимёвий
қайта
ишлаш
”, “
Кимёвий
технология
”
ва
“
Сирт
фаол
моддалар
”

12
лабораторияларининг
қўшма
семинарида
, 14.05.2015
йилда
Тошкент
кимё
-
технология
институти
Илмий
семинарида
муҳокама
қилинган
.
Тадқиқот
натижаларнинг
эълон
қилиниши
.
Диссертация
материаллари
бўйича
2
та
монография
, 31
та
илмий
мақола
хорижий
ва
республика
нашрларида
,
улардан
2
таси
АҚШда
, 1
таси
Болгарияда
,
ҳамда
34
та
иш
илмий
ишлар
тўпламларида
маъруза
тезислари
кўринишида
чоп
этилган
. 2
та
фойдали
моделга
ЎзР
патенти
олинган
.
Диссертация
иши
натижалари
V, VI
ва
VII
Инновацион
ғоялар
,
технологиялар
ва
лойиҳалар
Республика
ярмаркаларида
намойиш
этилган
.
Диссертациянинг
ҳажми
ва
тузилиши
.
Диссертация
иши
кириш
, 6
та
боб
,
хулоса
, 200
та
фойдаланилган
адабиётлар
рўйхати
,
илова
ва
186
саҳифа
матн
, 57
та
жадвал
ва
29
та
расмдан
иборат
.
ДИССЕРТАЦИЯНИНГ
АСОСИЙ
МАЗМУНИ
Кириш
қисмида
муаммонинг
долзарблиги
асосланган
,
масаланинг
замонавий
ҳолати
баён
этилган
,
тадқиқотнинг
мақсад
ва
вазифалари
шакллантирилган
,
олинган
натижаларнинг
илмий
янгилиги
кўрсатилган
,
ҳамда
диссертацияда
шакллантирилган
масалалар
,
хулоса
ва
аниқ
тавсияларнинг
назарий
ва
амалий
моҳияти
очиб
берилган
Диссертациянинг
биринчи
боби
“
Нефть
ва
газ
конденсати
аралашмаларини
бирламчи
ҳайдаш
технологияси
,
жараёнлари
ва
ускуналарининг
замонавий
ҳолати
”
нефть
ва
газ
конденсати
аралашмасини
ҳайдаш
назарияси
ва
техникасининг
ривожланиш
йўналишлари
таҳлил
қилинган
.
Кенг
ассортимент
ва
қўлланиш
соҳасига
эга
бўлган
ёқилғи
маҳсулотларининг
асоси
ҳисобланадиган
углеводород
фракциялари
,
ректификациялашга
асосланган
ҳолда
бирламчи
ҳайдашда
,
ишлаб
чиқарилади
.
Нефть
ва
газ
конденсати
аралашмаларини
ректификациялашда
буғлатувчи
агент
сифатида
сув
буғидан
фойдаланилади
.
У
ректификацион
ва
ҳайдаш
колонналарига
ўткир
буғ
сифатида
киритилади
.
Технологик
ражимдан
келиб
чиққан
ҳолда
буғлатувчи
агент
сифатида
қўлланиладиган
сув
буғининг
сарфи
хом
ашё
миқдорининг
2,0-6,5 %
ни
ташкил
этади
.
Ректификацион
колоннага
буғлатувчи
агент
сифатида
сув
буғи
беришнинг
камчиликлари
келтирилган
.
Суюқликларни
ҳайдашнинг
назарияси
ва
амалиётининг
замонавий
ҳолати
таҳлилидан
маълумки
,
углеводород
хом
ашёсини
ректификация
қилишда
сув
буғининг
қўлланилиши
хусусиятлари
ва
камчиликлари
адабиётларда
кенг
ёритилган
.
Нефтни
қайта
ишлаш
соҳасининг
йирик
олимлари
ишларида
,
суюқ
углеводородларни
ректификация
қилишда
буғлатувчи
агент
сифатида
,
ўта
қиздирилган
сув
буғини
қўллашнинг
юқоридаги
салбий
ҳолатлари
ёритилган
.
Юқоридаги
таҳлиллар
асосида
ушбу
тадқиқотнинг
асосий
мақсади
шаклланди
.
Муаммонинг
бу
кўринишда
қўйилиши
кириш
қисмидаги
келтирилган
кам
ўрганилган
тадқиқот
вазифаларини
ечишни
тақазо
этади
.
Қўйилган
вазифаларни
ечилиши
буғ
фазасида
модда
алмашиниш
жараёнини
жадаллаштириш
йўли
билан
нефть
ва

13
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
энергия
тежамкор
технологиясининг
илмий
асосларини
яратишга
имкон
беради
.
Диссертациянинг
иккинчи
боби
“
Углеводород
буғлатувчи
агентининг
рециркуляцияси
билан
нефть
ва
газ
конденсати
аралашмаларини
ректификациялашда
иссиқлик
ва
модда
алмашиниш
жараёнларини
тадқиқ
қилиш
”
углеводород
буғлатувчи
агентининг
рециркуляциясини
қўллаб
,
нефть
ва
газ
конденсати
аралашмаларин
ректификация
қилишда
иссиқлик
-
модда
алмашиниш
жараёнларини
тадқиқ
қилишга
бағишланган
.
Ҳайдаш
жараёнининг
у
ёки
бу
кўрсатгичлврига
буғлатувчи
агентнинг
таъсирини
тадқиқ
қилиш
учун
буғлатувчи
агентларнинг
200
о
С
температурада
ва
0,26
МПа
босим
остида
асосий
физик
-
кимёвий
ва
иссиқлик
-
физик
хоссаларини
аниқлаш
ва
таққослаш
ўтказилди
(1-
жадвал
).
1-
жадвал
Буғлатувчи
агентларнинг
200
о
С
температурада
ва
0,26
МПа
босим
остида
асосий
физик
-
кимёвий
ва
иссиқлик
-
физик
хоссалари
Буғлатувчи
агент
M
,
кг
/
кмоль
V
,
см
3
/
моль
ρ
,
кг
/
м
3
μ
мкПа
·
с
ν
,
мм
2
/c
Ср
,
кДж
/
кг
·
К
λ
,
Вт
/
м
·
К
Сув
буғи
18 18,9
1,286
16,2
12,6
1,974
0,0275
Енгил
бензин
буғлари
84-89 140,6 6,90 8,56 1,20 2,255 0,0138
Оғир
бензин
буғлари
112-117 185 9,60 8,16 0,85 2,211 0,0101
Ушбу
жадвал
маълумотларидан
анъанавий
(
сув
буғи
)
ва
углеводород
буғларининг
асосий
кўрсатгичлари
орасида
сезиларли
фарқ
мавжуд
эканлиги
кўриниб
турипти
.
Масалан
,
ўта
қиздирилган
сув
буғининг
динамик
қовушқоқлиги
16,2
·
10
-6
Па
·
с
,
енгил
ва
оғир
бензин
буғларининг
ушбу
кўрсатгичлари
мос
равишда
8,56
·
10
-6
и
8,16
·
10
-6
Па
·
с
га
тенг
.
Сув
буғининг
кинематик
қовушқоқлиги
12,6
мм
2
/
с
га
тенг
бўлса
,
енгил
ва
оғир
бензин
буғларининг
ушбу
кўрсатгичлари
мос
равишда
1,20
мм
2
/
с
ва
0,85
мм
2
/
с
қийматга
эга
.
Бундан
кўринадики
,
углеводород
буғлатувчи
агентларининг
кинематик
қовушқоқлиги
сув
буғининг
ушбу
кўрсатгичидан
ўртача
12
марта
кам
.
Агар
молекуляр
ва
конвектив
диффузиялар
тезлиги
муҳитнинг
қовушқоқлигидан
боғлиқлиги
инобатга
олинса
,
сув
буғи
ўрнига
углеводород
буғлатувчи
агентларини
буғлатувчи
агент
сифатида
қўллашнинг
ижобий
самараси
тушинарли
бўлади
.
Ушбу
омил
сув
буғи
ўрнига
углеводород
буғлатувчи
агенти
қўллаб
ректификациялашда
иссиқлик
ва
модда
алмашиниш
жараёнларини
тезлатишга
асос
бўлади
.
Ҳайдаш
жараёнида
паст
температурали
суюқлик
ва
юқори
температурали
буғ
фазаси
пуфакчалари
орасида
модда
алмашиниш
билан
бирга
жадал
равишда
иссиқлик
алмашиниш
ҳам
рўй
беради
.

14
Модифицикацияланган
Рейнольдс
Re
ва
Прандтл
Р
r
мезонлари
киритилиб
,
умумлаштирилган
Нуссельт
Nu
мезони
орқали
иссиқлик
бериш
коэффициентининг
қийматлари
аниқланиши
мумкин
:
2
1
Pr
Re
n
n
C
Nu
. (1)
Босимнинг
кенг
чегара
остида
ўзгаришида
Nu
мезони
қуйидаги
тенглама
орқали
ҳисобланади
:
3
1
3
2
Pr
Re
125
,
0
Nu
. (2)
Суюқликнинг
пуфакли
қайнаш
режимида
иссиқлик
бериш
коэффициенти
α
қуйидаги
ифода
орқали
топилади
:
l
Nu
, (3)
бу
ерда
С
,
п
1
,
п
2
–
доимийлар
;
α
–
иссиқлик
бериш
коэффициенти
,
Дж
/(
м
2
·К
);
l
–
иссиқлик
бериш
жараёнининг
чизикли
ўлчами
–
буғлатувчи
агент
пуфаги
радиуси
,
м
;
λ
–
иссиқлик
ўтказувчанлик
коэффициенти
,
Вт
/(
м·К
).
Ушбу
услубда
НГК
аралашмасини
ректификация
қилишда
буғлатувчи
агент
сифатида
сув
буғи
ишлатиладиган
ҳолатда
буғ
фазасидаги
иссиқлик
бериш
коэффициентининг
қиймати
27,03
Дж
/(
м
2
·К
)
бўлса
,
углеводород
буғлатувчи
агентлари
ишлатилганда
эса
(
С
2
–
С
10
углеводород
таркибини
инобатга
олган
ҳолда
) 55,4
дан
277,32
Дж
/(
м
2
·К
)
гача
ўзгаради
.
Модда
бериш
коэффициентининг
қиймати
фаза
ва
буғлатувчи
агентнинг
физик
-
кимёвий
хусусиятларига
боғлиқ
.
Модда
алмашиниш
коэффициентларини
тажриба
йўли
билан
аниқлаш
жуда
мураккаб
.
Модда
бериш
коэффициентини
ҳисоблаш
жараённинг
кўрсатгичларини
тавсифловчи
критериал
тенгламалар
орқали
аниқлашга
асосланади
.
Тақсимланаётган
модда
миқдори
Фик
ва
конвектив
диффузия
қонунлари
орқали
ифодаланади
.
Ушбу
қонунларни
таққослаш
dF
c
dF
dn
dc
D
Нуссельт
диффузион
мезони
тенгламасини
чиқаришга
асос
бўлиб
хизмат
қилади
.
D
l
Nu
Д
,
(4)
бу
ерда
l
–
жараённинг
чизиқли
ўлчами
.
Нуссельт
мезони
тенгламасида
аниқланаётган
катталик
–
модда
бериш
коэффициенти
β
мавжуд
.
Нуссельт
диффузион
мезонини
аниқлаш
учун
тарелкали
колонналар
учун
қуйидаги
ифода
тавсия
этилган
24
,
0
72
,
0
5
,
0
'
д
Re
Pr
69
,
0
Ga
Nu
.
(5)
(4)
тенгламадан
модда
бериш
коэффициенти
β
ифодаси
чиқарилади
:
l
D
Nu
Д
.
(6)
Сув
буғи
ўрнига
углеводород
буғлатувчи
агентини
қўллаш
буғ
фазасидаги
модда
бериш
кўрсатгичлари
ва
белгиловчи
мезонлар
қийматларини
ўзгартиради
.
Юқорида
белгиланган
тенгламалардан
фойдаланиб
турли
буғлатувчи
агентларни
қўллаб
,
НГК
аралашмаларини
ректификациялашда
модда
бериш
коэффициенти
қийматларини
аниқлаш
амалга
оширилди
.
Сув
буғи
(
ВП
)
га
муқобил
буғлатувчи
агент
сифатида
енгил
(
ЛБ
)
ва
оғир
бензин
(
ТБ
)
буғларидан
фойдаланилди
.
Тақсимланадиган

15
моддалар
тариқасида
НГК
аралашмаси
фракциялари
(
қайнаш
температуралари
фр
.1 – 60–80
о
С
,
фр
.2 – 120–130
о
С
и
фр
.3 – 170–180
о
С
)
танланган
.
Модда
бериш
коэффициенти
,
буғлатувчи
агентнинг
ускунанинг
бўш
кесимидаги
тезлиги
w
=0,6
м
/
с
,
тарелка
устида
тиниқ
суюқликнинг
баландлиги
h
=0,05
м
ва
система
температураси
180
о
С
бўлганда
ҳисобланган
.
Турли
буғлатувчи
агентларни
қўллаб
НГК
аралашмаси
фракцияларини
буғлатишда
буғ
фазасидаги
модда
бериш
коэффициентини
ҳисоблаш
натижалари
2-
жадвалда
келтирилган
.
Ҳисоблаш
натижалари
,
юқорида
келтирилган
фракцияларни
сув
буғи
билан
буғлатишда
,
буғ
фазасидаги
модда
бериш
коэффициентининг
ўртача
қиймати
5,52
·
10
3
м
/
соатни
,
енгил
ва
оғир
бензин
буғларидан
фойдаланилганда
эса
ЛБ
– 15,1
·
10
3
м
/
соат
ҳамда
ТБ
– 18,8
·
10
3
м
/
соатни
ташкил
этишини
кўрсатди
.
2-
жадвал
Турли
буғлатувчи
агентларни
қўллаб
НГК
аралашмаси
фракцияларини
буғлатишда
буғ
фазасидаги
модда
бериш
коэффициенти
[
β
y
,
м
/
соат
]
нинг
қийматлари
Фракциялар
Параметрлар
Буғлатувчи
агент
Сув
буғи
ЛБ
буғлари
ТБ
буғлари
Фракция
1
Pr
4,23 –
0,41
Re
·
10
–3
0,85
–
3,53
Ga
·
10
–6
0,99
–
1700
β
у
,
м
/
ч
5720
–
20200
Фракция
2
Pr
5,69 1,88 –
Re
·
10
–3
0,85
7,8
–
Ga
·
10
–6
0,99
82,8
–
β
у
,
м
/
ч
5320
15500
–
Фракция
3
Pr
6,38 2,12
0,55
Re
·
10
–3
0,85 7,8
3,53
Ga
·
10
–6
0,99 82,8
1700
β
у
,
м
/
ч
5030 14600
17500
Фазалараро
чегара
қатламда
диффузияланаётган
компонент
концентрациясининг
кескин
ўзгариши
юз
беради
:
чунки
оқимнинг
бу
қатламдаги
жараён
тезлиги
молекуляр
диффузия
орқали
тавсифланади
,
конвектив
диффузиянинг
роли
жуда
кам
.
Бу
фазаларни
ажратиш
чегарасида
фазалараро
ишқаланиш
кучи
ва
сирт
таранглик
кучларининг
қаршилик
кўрсатиш
қобилияти
орқали
тушинтирилади
.
Фракцияларнинг
(
фр
.1,
фр
.2
и
фр
.3)
тақсимланишида
сув
буғи
ва
улеводород
буғлатувчи
агентлари
ҳосил
қиладиган
чегара
юпқа
қатламларининг
қалинлиги
ҳисоблаш
йўли
билан
аниқланган
.

16
Турли
буғлатувчи
агентларнинг
чегара
юпқа
қатлам
қалинлигини
ва
Шмидт
(
Sc
),
Рейнольдс
(Re)
ва
Шервуд
(
Sh
)
мезонларини
аниқлаш
натижалари
3-
жадвалда
келтирилган
.
3-
жадвал
Буғлатувчи
агентларнинг
ҳосил
қиладиган
чегара
юпқа
қатлам
қалинлигини
Фракциялар
Буғлатувчи
агент
Sc Re
·
10
–3
Sh
·
10
–4
δ
,
мкм
Фракция
1
ВП
1,765
2,38
1,11
4,49
ТБ
буғлари
0,415
35,3 13,7 0,36
Фракция
2
ВП
2,039
2,38
1,20
4,17
ЛБ
буғлари
0,606
24,2 10,5 0,47
Фракция
3
ВП
2,282
2,38
1,27
3,95
ЛБ
буғлари
0,684
24,2 11,2 0,45
ТБ
буғлари
0,555
35,3 15,9 0,32
Фракцияларнинг
тақсимланишида
анъанавий
ва
муқобил
буғлатувчи
агентлар
ҳосил
қиладиган
юпқа
қатламнинг
ўртача
қалинлиги
қуйидаги
қийматларни
ташкил
этди
:
сув
буғи
4,2
·
10
–6
м
,
ЛБ
буғларидан
фойдаланилганда
бу
кўрсатгич
0,46
·
10
–6
м
гача
ҳамда
ТБ
буғларидан
фойдаланилганда
эса
– 0,34
·
10
–6
м
гача
камайиши
аниқланди
.
Нефть
ва
газ
конденсати
аралашмалари
фракцияларини
буғлатишда
модда
алмашиниш
жараёнини
тадқиқ
қилиши
учун
модда
узатиш
коэффициенти
ҳисобланди
.
Фр
.1
тақсимланишида
,
анъанавий
буғлатувчи
агенти
қўлланиганда
модда
узатиш
коэффициентининг
k
[
м
/
ч
]
ўртача
қиймати
– 1168,3
ни
ташкил
этди
.
Ушбу
кўрсатгич
углеводород
буғлатувчи
агентларини
қўллаганда
қуйидаги
қийматларга
эга
бўлди
:
ЛБ
буғлари
–
1509,9
ва
ТБ
буғлари
– 1716,5.
Учинчи
боб
“
Жадаллаштирувчи
омилнинг
суюқ
углеводородларни
сувсиз
ҳайдаш
технологик
кўрсатгичларига
таъсири
”
суюқ
углеводородларни
сувсиз
ҳайдашнинг
технологик
кўрсатгичларига
жадаллаштирувчи
омилларнинг
таъсирини
тадқиқ
қилиш
масалаларига
бағшланган
.
Анъанавий
буғлатувчи
агентининг
углеводородларга
ўзгартирилиши
буғ
фазасида
модда
бериш
коэффициентининг
ошиши
,
диффузион
чегара
юпқа
қатлами
қалинлигининг
камайиши
ва
НГК
аралашмаларини
ҳайдаш
жараёнида
иссиқлик
ва
модда
алмашиниш
кўрсатгичларини
яхшиланишига
олиб
келади
.
Модда
беришнинг
жадаллашиш
даражаси
углеводород
буғлатувчи
агентларидаги
модда
бериш
(
β
у
.
в
.
)
нинг
шу
кўрсатгичнинг
сув
буғидаги
(
β
в
.
п
.
)
қийматига
нисбати
.
.
.
.
п
в
в
у
I
кўринишида
ифода
қилинди
.
Буғлатвчи
агент
сифатида
фойдаланиладиган
сув
буғи
ўрнига
углеводород
буғларини
қўллашда
олинган
тадқиқот
натижаларидан
маълум
бўлдики
,
углеводород

17
буғларида
модда
бериш
коэффициентининг
қиймати
3,2
мартага
ошиши
аниқланди
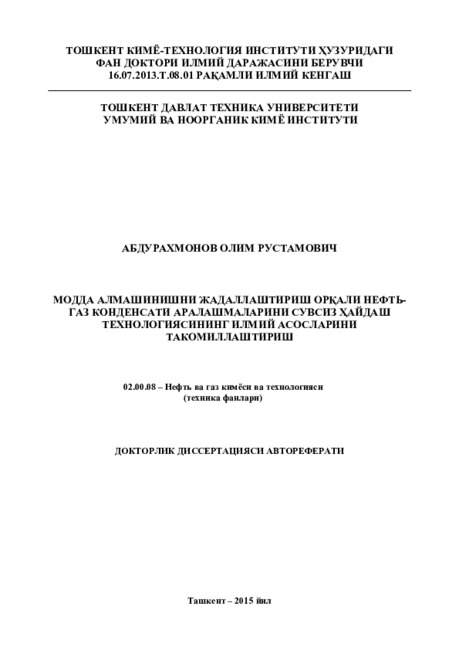
. 1-
расмда
НГК
аралашмасини
сув
буғи
ўрнига
ЛБ
ва
ТБ
буғларидан
буғлатувчи
агент
сифатида
фойдаланилганда
,
буғ
фазасида
модда
беришнинг
жадаллашиш
даражасини
аниқлаш
натижалари
келтирилган
.
Тақсимланаётган
фракцияларни
(
фр
.1,
фр
.2
и
фр
.3)
буғлатиш
учун
буғ
фазасидаги
юпқа
қатлам
қалинлигининг
(
I
δ
)
камайиш
даражаси
ВП
ҳосил
қиладиган
юпқа
қатлам
қалинлигининг
углеводород
буғлари
ҳосил
қиладиган
ушбу
қалинликка
(
δ
у
.
в
.
)
нисбати
орқали
аниқланди
(
.
.
.
.
в
у
п
в
I
).
Ушбу
диффузион
юпқа
қатлам
қалинлигининг
камайиши
2-
расмда
келтирилган
.
Ҳисоблашлар
натижалари
чегара
юпқа
қатлам
қалинлигининг
ВПни
қўллашга
нисбаттан
ЛБ
буғини
қўллашда
8,8
марта
ва
ТБни
қўллашда
эса
12,4
марта
камайишини
кўрсатди
.
I
β
2,4
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
3,3
3,4
3,5
3,6
ЛБ
буғлари
ТБ
буғлари
Буғлатувчи
агент
0
2
4
6
8
10
12
14
ЛБ
буғлари
ТБ
буғлари
Буғлатувчи
агент
( –
фр
.1, –
фр
.2, –
фр
.3)
1-
расм
.
Углеводород
буғлатувчи
агентларидан
фойдаланиб
фракцияларни
буғлатишда
буғ
фазасида
модда
бериш
(
I
β
)
жадаллашиши
даражасининг
ўзгариши
( –
фр
.1, –
фр
.2, –
фр
.3)
2-
расм
.
Углеводород
буғлатувчи
агентларидан
фойдаланиб
фракцияларни
буғлатишда
ҳосил
бўладиган
чегара
юпқа
қатлами
қалинлигининг
(
I
δ
)
камайиш
даражаси
Нефть
ва
газ
конденсати
аралашмасини
буғлатишда
модда
алмашинишнинг
аниқланган
кўрсатгичлар
модда
бериш
коэффициентининг
жадаллашиш
даражасини
аниқлашда
хизмат
қилади
.
НГК
аралашмасининг
фракциялари
(
фр
.1,
фр
.2
ва
фр
.3)
тақсимланаётган
жараёнда
анъанавий
буғлатувчи
агент
–
ўта
қиздирилган
ВП
қўлланилган
бўлса
,
модда
беришни
жадаллаштиришни
тадқиқ
қилишда
муқобил
буғлатувчи
агент
сифатида
ЛБ
ва
ТБ
буғлари
ишлатилади
.

18
Углеводород
буғларидан
буғлатувчи
агент
сифатида
қўллашда
модда
узатиш
коэффициенти
(
k
у
.
в
.
)
нинг
ВП
қўллашдаги
ушбу
кўрсатгичга
(
k
в
.
п
.
)
нисбати
модда
узатиш
коэффициентининг
ошиш
даражасини
кўрсатади
.
.
.
.
п
в
в
у
k
k
k
I
(3-
расм
).
Ушбу
расмда
келтирилган
диаграмманинг
таҳлили
ВП
ўрнига
углеводород
буғлатувчи
агентларини
қўллашда
модда
узатиш
коэффициентининг
қиймати
ўртача
25 %
га
ошишини
кўрсатди
.
Суюқ
аралашмаларни
ҳайдашни
иссиқлик
аламашинишнинг
тадқиқи
натижалари
,
углеводородларни
буғлатувчи
агент
сифатида
қўлланилиши
буғ
фазасида
иссиқлик
узатиш
жараёнини
жадаллаштириш
инконияти
мавжудлигини
кўрсатади
.
Углеводород
буғларидаги
модда
бериш
коэффициентининг
(
I
у
.
в
.
)
шу
кўрсатгичнинг
сув
буғидаги
қийматига
(
I
в
.
п
.
)
нисбати
унинг
ошиш
даражасини
(
I
α
)
кўрсатади
.
Углеводород
буғлатувчи
агентлари
таркибида
асосан
улерод
атоми
С
5
дан
С
10
гача
бўлган
углеводородлар
бўлганлигини
инобатга
олиниб
,
улардаги
иссиқлик
бериш
коэффициентининг
ошиш
даражаси
ўртача
7,2
мартани
ташкил
этиши
аниқланди
(4-
жадвал
).
Ректификация
жараёнида
буғлатувчи
агент
бевосита
ҳайдалаётган
суюқлик
массасига
киритилади
,
бу
парциал
босимнинг
пасайишига
олиб
келади
,
суюқлик
қайнаши
учун
углеводород
буғлари
айнан
шу
ҳолатда
бўлиши
керак
,
бу
эса
ҳайдашни
пастроқ
температурада
олиб
бориш
имконини
беради
.
Буғлатувчи
агент
сифатида
исталган
нейтрал
кимёвий
инерт
газ
ёки
буғ
ишлатилиши
мумкин
,
масалан
:
азот
ёки
углерод
икки
оксиди
.
Аммо
бунда
ушбу
шароитда
қийин
суюладиган
дистиллятдан
ушбу
газ
ёки
буғни
ушлаб
қолиш
билан
боғлиқ
муаммолар
пайдо
бўлади
.
4-
расмда
фазалараро
модда
ўтказишнинг
принципиал
схемаси
кўрсатилган
.
Бунда
суюқ
фазада
кўрилаётган
компонентнинг
концентрацияси
мувозанат
концентрациясидан
юқори
,
яъни
компонент
суюқ
фазадан
буғ
фазасига
ўтади
.
Модданинг
фазаларни
ажртувчи
чегарага
узатилиши
икки
усулда
амалга
оширилади
:
конвектив
диффузия
билан
,
яъни
ушбу
фазанинг
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
I
k
ЛБ
буғлари
ТБ
буғлари
Буғлатувчи
агент
( –
фр
.1, –
фр
.2, –
фр
.3)
3-
расм
.
Муқобил
буғлатувчи
агентлардан
фойдаланиб
,
фракцияларни
буғлатишди
модда
узатиш
коэффициенти
жадаллашиш
даражасининг
(
I
k
)
ўзгариши

19
4-
жадвал
Сув
буғи
ва
углеводородлар
учун
буғ
фазасидаги
модда
бериш
коэффициенти
қийматлари
, 2,6
атм
. 473
К
Буғ
фазаси
α
,
Дж
/(
м
2
·К
)
.
.
п
в
I
Сув
буғи
27,03
-
Этан
55,39 2,05
Пропан
76,31 2,82
Бутан
83,28 3,08
Пентан
90,77 3,36
Гексан
98,95 3,66
Гептан
227,88 8,43
Октан
255,02 9,43
Нонан
271,73 10,05
Декан
277,32 10,26
макроскопик
зарралари
ҳаракати
натижасида
,
молекуляр
диффузия
билан
–
ушбу
фаза
қатлами
орқали
молекулалар
ҳаракати
натижасида
.
Шу
сабабли
ҳар
бир
фазада
ушбу
фаза
оқимининг
асосий
қисмида
модда
ўтказиш
асосан
конвектив
диффузия
билан
амалга
ошадиган
ядроси
ва
унда
модда
ўтказиш
асосан
молекуляр
диффузия
орқали
рўй
берадиган
,
фазаларнинг
ажралиш
чегарасида
жойлашган
чегара
қатламлар
(
δ
у
ва
δ
х
)
мавжуд
.
Фазаларни
ажратиш
чегарасига
яқинлашган
сайин
молекуляр
диффузиянинг
моҳияти
ортади
.
Чегара
юпқа
қатлам
қалинлиги
фазалар
ҳаракати
тезлигига
боғлиқ
.
Оқим
марказида
(
ядросида
)
модда
заррачалари
жадал
аралашишлари
сабабли
,
Льюис
-
Уитменнинг
модда
ўтказишнинг
икки
юпқа
қатламли
моделига
асосан
(4-
расм
)
ҳар
бир
фазадаги
концентрацияларнинг
барча
ўзгаришлари
чегара
қатламларида
рўй
беради
.
Углеводородлар
ва
нефть
маҳсулотларининг
зичлик
қўрсатгичи
уларнинг
сифатини
тавсифлашда
алоҳида
ўрин
эгаллайди
.
Конструктив
-
ҳисоблаш
тадқиқотларида
,
ишлаб
чиқариш
жойидаги
амалий
ишларда
,
қувурлар
орқали
узатишда
ва
нефть
маҳсулотларидан
фойдаланишда
ушбу
кўрсатгич
муҳим
аҳамиятга
эга
.
Нефть
,
газ
конденсати
,
уларнинг
аралашмалари
,
енгил
ва
оғир
бензин
дистиллят
фракциялари
ҳамда
мазут
зичлиги
икки
усулда
аниқланган
–
ареометр
ва
пикнометрдан
ёрдамида
.
Лаборатория
тадқиқотлари
нефть
ва
газ
конденсати
аралашмаси
таркибида
нефтнинг
миқдори
ошиши
билан
унинг
зичлиги
752,1 – 822,7
кг
/
м
3
(
ареометр
ёрдамида
аниқланганда
)
ва
755,0 – 823,1
кг
/
м
3
(
пикнометр
ёрдамида
аниқланганда
)
гача
ошишини
кўрсатди
.
Енгил
бензиннинг
зичлиги
ρ
=718,3
кг
/
м
3
,
оғир
бензин
ρ
=747,0
кг
/
м
3
,
мазутнинг
зичлиги
нефтнинг
зичлиги
ρ
=823,1
кг
/
м
3
дан
анча
юқори
бўлиб
,
ρ
=947,9
кг
/
м
3
ни
ташкил
этди
.
Кенг
интервалда
,
яъни
300 °
С
гача
зичликнинг
температурага
боғлиқлигини
А
.
К
.
Мановяннинг
тенгламаси
орқали
ҳисоблаш
мумкин
:
1000
)
20
(
)
68
,
0
(
1200
)
20
(
58
,
0
1000
20
4
20
4
20
4
4
t
t
t
t
. (7)

20
а
б
а
–
буғ
фаза
–
сув
буғи
;
б
–
буғ
фаза
–
углеводород
буғи
,
δ
х
,
δ
у
–
мос
равишда
суюқлик
ва
буғ
фазаларининг
чегара
юпқа
қатлам
қалинлиги
;
F
–
фазаларин
ажратиш
юзаси
,
х
ва
х
р
–
мос
равишда
суюқ
фаза
ядросидаги
концентрация
ва
унга
мос
мувозанат
концентрация
4-
расм
.
Льюис
-
Уитменнинг
модда
ўтказишнинг
икки
юпқа
қапламли
модели
Қовушқоқлик
коэффициенти
модданинг
суюқ
ва
газ
ҳолатидаги
энг
асосий
физик
-
кимёвий
доимийликлардан
бири
ҳисобланади
.
Тадқиқотлар
натижалари
газ
конденсати
ҳиссасининг
аралашма
(
нефть
+
газ
конденсати
)
таркибида
ошиши
билан
кинемтик
қовушқоқлик
2,58
дан
0,66
мм
2
/
с
гача
камайишини
кўрсатди
.
Мазут
эса
ν
=5,0
мм
2
/
с
қоқушқоқликга
эга
,
бу
нефтнинг
қовушқоқлигидан
ν
=2,58
мм
2
/
с
кўра
2
баравар
кўп
.
Енгил
бензин
қовушқоқлиги
ν
=0,59
мм
2
/
с
,
оғир
бензин
эса
ν
=0,71
мм
2
/
с
ни
ташкил
этди
.
5-
жадвалдан
углеводород
буғлари
ва
газлари
молекуласида
углерод
атоми
сонининг
ошиши
билан
динамик
қовушқоқлик
кўрсатгичининг
камайиши
юз
берган
.
Иссиқлик
ҳусусиятларининг
лаборатория
шароитида
аниқлаш
–
жуда
мураккаб
иш
.
Бундан
келиб
чиқиб
,
технологик
кўрсвтгичларни
ҳисоблаш
жараёнида
умумлаштирилган
эмпирик
тенглама
ёки
графиклар
қўлланилади
.
Углеводородларнинг
иссиқлик
-
физик
кўрсатгичлари
уларнинг
молекуляр
таркибига
,
молекулаларининг
тузилишига
ва
ташқи
шароитларга
боғлиқ
бўлади
.
Углеводородларнинг
ушбу
кўрсатгичлари
компонентларнинг
мос
хусусиятларига
боғлиқ
бўлиб
,
углеводороднинг
зичлик
,
молекуляр
массаси
ва
ўртача
қайнаш
температураси
билан
узвий
боғланган
.
Иссиқлик
сиғимини
аниқлашда
тўғридан
-
тўғри
ҳайдалган
фракциялар
учун
Ватсон
-
Нильсон
формуласи
энг
яхши
натижаларга
эга
.
У
тадқиқ
қилинаётган
углеводороднинг
энг
зарур
бўлган
физик
-
кимёвий
кўрсатгичларини
инобатга
олади
:
С
р
=(1,46538+0,230274·
K
w
) · ((0,6811-0,308·
15
15
)+
+
(0,000815-0,000306·
15
15
)·(1,8·t+32)), (8)

21
бу
ерда
K
w
–
углеводороднинг
гуруҳ
таркиби
фарқларини
инобатга
олувчи
Ватсоннинг
тавсифловчи
омили
.
5-
жадвал
Суюқ
ва
газсимон
углеводородларнинг
200
о
С
температурада
ва
0,26
МПа
босим
остидаги
динамик
(
μ
)
ва
кинематик
(
ν
)
қовушқоқликлари
№
Углеводородлар
Газ
,
μ
,
мкПа
·
с
Суюқлик
,
μ
,
мкПа
·
с
Газ
,
ν
,
мм
/
с
2
Суюқлик
,
ν
,
мм
/
с
2
1
Сув
буғи
16,2 – 12,6 –
2
ЛБ
буғлари
8,56 153
1,24
0,264
3
ТБ
буғлари
8,14 164
0,88
0,271
4
Фракция
1
8,56
153
1,24
0,264
5
Фракция
2
8,16
159
0,85
0,272
6
Фракция
3
7,98
169
0,63
0,279
Суюқ
углеводородларнинг
иссиқлик
сиғимини
аниқлаш
натижаларини
умумлаштириб
,
углеводородларнинг
зичлиги
ошиши
билан
уларнинг
исииқлик
сиғими
камайишини
аниқлаш
мумкин
,
яъни
углеводород
аралашмалари
таркибида
юқори
молекуляр
компонентларнинг
кўпайиши
аралашма
иссиқлик
сиғимининг
камайишига
олиб
келади
. 6-
жадвалда
Ватсон
-
Нильсон
тенгламаси
бўйича
углеводородларнинг
иссиқлик
сиғимини
аниқлаш
натижалари
келтирилган
.
6-
Жадвал
Нефть
-
газ
конденсати
фракцияларининг
иссиқлик
сиғими
,
кДж
/(
кг·К
)
Фр
.1
Фр
.2
Фр
.3
Енгил
бензин
Бензин
Оғир
бензин
Керосин
Енгил
газойль
Оғир
газойль
2,28 2,25 1,99
2,29 2,24 2,21 1,98 1,965 1,95
Суюқ
углеводородларнинг
қайнаш
температуралари
бўйича
ажратиш
йўли
билан
уларнинг
фракцион
таркиби
аниқланади
.
Муайян
температура
оралиғида
қайнайдиган
,
алоҳида
олинган
фракциялар
чиқишининг
йиғиндиси
(
масса
ёки
ҳажм
фоизларида
),
суюқ
углеводороднинг
фракцион
таркибини
кўрсатади
.
Олинган
дистиллят
намуналарининг
фракцион
таркибини
аниқлаш
амалга
оширилди
.
Турли
буғлатувчи
агентлар
билан
буғлатилиб
олинган
дистиллят
фракцияларнинг
қайнаш
бошланиши
, 10 %, 90
%
ва
қайнаш
охири
температуралари
аниқланди
.
Асосий
тажрибада
ва
назорат
тажрибасида
олинган
фракцияларнинг
кўрсатгичларининг
таққосланиши
амалга
оширилди
.
Ушбу
таққосланишлар
натижалари
ЛБ
билан
буғлатилиб
олинган
бензиннинг
10 %
қайнаш
температураси
84
о
С
ни
ташкил
этса
,
ВП
билан
буғлатилиб
олингани
эса
86
о
С
ни
ташкил
этади
.
Шу
билан
бирга
ЛБ
буғлари
билан
буғлатилганда
90 %
ва
қайнаш
охирнинг
температуралари
мос
равишда
2
ва
3
о
С
га
пасайиши
кузатилди
.

22
Керосин
фракциясининг
ЛБ
буғлари
билан
буғлатилганда
қайнаш
бошланиши
температураси
156
о
С
ва
намунанинг
10 %
қайнаш
температураси
166
о
С
ни
ташкил
этса
,
ВП
билан
буғлатилганда
бу
кўсатгичлар
анча
паст
қийматга
эга
– 152
ва
161
о
С
.
ВП
билан
буғлатилган
керосин
фракцияси
намунаси
90 %
қайнаш
температураси
202
о
С
ни
ва
ушбу
фракциянинг
қайнаш
охири
температураси
222
о
С
ни
ташкил
этган
бўлса
,
ЛБ
буғлари
билан
буғлатилган
ушбу
фракция
намунасининг
кўсатгичлари
анча
паст
қийматларга
эга
бўлиб
,
мос
равишда
200
ва
219
о
С
га
тенг
.
Дизель
фракциясини
ЛБ
буғлари
билан
буғлатилганда
,
қайнаш
бошланиши
температураси
217
о
С
ва
намунанинг
10 %
қайнаш
температураси
233
о
С
ни
ташкил
этса
,
ВП
билан
буғлатилганда
бу
кўсатгичлар
анча
паст
қийматга
эга
– 212
ва
228
о
С
.
ВП
билан
буғлатилган
дизель
фракцияси
намунаси
90 %
қайнаш
температураси
309
о
С
ни
ва
қайнаш
охири
температураси
эса
329
о
С
ни
ташкил
этган
бўлса
,
ЛБ
буғлари
билан
буғлатилган
ушбу
фракция
намунаси
анча
паст
қийматларга
эга
бўлиб
,
мос
равишда
306
ва
326
о
С
га
тенг
.
Шундай
қилиб
,
ректификациялаб
ва
турли
буғлатувчи
агентлар
(
ВП
ва
ЛБ
буғлари
)
ёрдамида
буғлатилиб
олинган
бензин
,
керосин
ва
дизель
дистиллят
фракцияларининг
фракцион
таркиби
таққосланганда
,
углеводород
буғлатувчи
агентларини
қўлланилганда
дистиллят
фракцияларини
ажратиш
аниқлиги
6-8
о
С
га
ошди
.
Сув
буғи
ёрдамида
буғлатилган
керосин
фракциясининг
чақнаш
температураси
ёпиқ
тигелда
33
о
С
ни
,
углеводород
буғлатувчи
агентлари
ёрдамида
буғлатилган
ушбу
қиймат
35
о
С
ни
ташкил
этди
,
шу
билан
бирга
дизель
фракциясининг
ушбу
кўрсатгичлари
мос
равишда
83
о
С
ва
88
о
С
ни
ташкил
этди
.
Дистиллят
фракцияларида
сув
миқдорини
аниқлаш
углеводород
буғлатувчи
агенти
қўлланилганда
улар
таркибида
сувнинг
мавжуд
эмаслигини
ҳамда
сув
буғи
қўлланилганда
эса
бензинда
– 0,04 %,
керосин
ва
дизель
фракцияларида
– 0,01 %
сув
мавжудлигини
кўрсатди
.
Диссертациянинг
тўртинчи
боби
“
Нефть
ва
газ
конденсати
аралашмасини
ректификациялаш
жараёнини
экспериментал
тадқиқ
қилиш
”
нефть
ва
газ
конденсати
аралашмасини
ректификациялаш
жараёнини
лаборатория
қурилмасида
тадқиқ
қилишга
бағшланган
.
Буғлатувчи
агентнинг
таъсирини
ўрганиш
бўйича
олиб
борилган
тажрибаларда
нефть
ва
газ
конденсатининг
турли
миқдорли
11
та
аралашма
намунаси
тайёрланди
.
Барча
тажрабаларда
НГК
аралашмаси
ва
буғлатувчи
агент
ҳажмлари
доимий
ушлаб
турилди
.
Бунда
қайнаш
бошланишининг
температураси
65
дан
84 °
С
гача
ўзгарди
;
қайнаш
охирининг
температураси
эса
340 °
С
га
тенг
бўлди
.
Бу
тажрибалардан
олинган
тиниқ
фракциялар
,
мазут
ва
йўқотишларнинг
ҳажми
аниқланди
.
Сўнгра
ВП
ўрнига
углеводород
буғларидан
фойланилганда
тиниқ
фракциялар
чиқишининг
кўпайиши
ҳисобланди
.
Тажриба
натижаларни
таҳлил
қилиш
шуни
кўрсатдики
,
ВП
ўрнига
углеводород
буғларидан
фойдаланилганда
НГК
аралашмаси
таркибидан
тиниқ
фракцияларнинг
чиқиш
даражасининг
ошиши
,
аралашма

23
таркибининг
ўзгаришига
қараб
, 2,60 ÷ 2,91 %
ҳажм
. (
ўртача
2,75 %
ҳажм
)
ни
ташкил
этди
.
Шунинг
ҳисобидан
мазутнинг
чиқиши
ВП
ни
қўлланилгандаги
12,05÷9,22 %
ҳажм
ўрнига
9,49
дан
6,86 %
гача
қисқарди
. 5
ва
6-
расмларда
тиниқ
фракция
ва
мазут
олинишининг
аралашмадаги
газ
конденсати
улушининг
ортиши
билан
ўзгариши
кўрсатилган
.
Бешинчи
боб
“
Углеводород
буғлатувчи
агентини
қўллаб
нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдашнинг
саноат
технологик
схемасини
ишлаб
чиқиш
”
сувсиз
ҳайдашни
саноатда
қўлланилиши
бўйича
тавсияларни
ишлаб
чиқиш
ва
унинг
самарадорлигини
тавсифловчи
технологик
кўрсатгичлар
ҳисобига
бағшлаган
.
АВТ
-1
қурилмасининг
атмосфера
босимида
ректификацион
колоннаси
ва
стриппинг
колонналарига
углеводород
буғлатувчи
агентини
(
УП
)
узатишнинг
рационал
технологик
схемаси
ишлаб
чиқилди
(7-
расм
).
Фарғона
НҚИЗ
ЭЛОУ
АВТ
-1
тизимининг
хом
ашё
бўйича
иш
қуввати
600
минг
т
/
йилни
ташкил
этади
.
Бунда
буғлатувчи
агент
сифатида
1,46
т
/
соат
(
регламентланган
сув
буғи
сарфидан
11,7 %
га
кам
)
сарфи
билан
углеводород
буғлатувчи
агенти
узатилади
.
Дастлаб
бензинсизлантирилган
хом
ашё
ўтхонада
қизийди
ва
асосий
ректификацион
колоннага
келиб
тушади
.
Буғлатувчи
агент
колоннанинг
пастки
тарелкаси
остига
қиздирилган
ҳолда
берилади
.
Бунда
унинг
босими
0,35
МПа
га
тенг
бўлади
.
Фарғона
НҚИЗ
АВТ
-1
тизимида
ён
фракциялар
(
керосин
ва
дизель
фракция
)
ни
чиқариш
учун
иккита
буғлатувчи
колонналар
(
стриппинглар
)
ўрнатилган
.
Чиқарилаётган
фракцияларнинг
сифатини
яхшилаш
учун
уларнинг
ҳар
бирига
буғлатувчи
агент
узатиш
назарга
тутилган
.
Унинг
босими
атмосферага
колоннасига
узатишдаги
кўрсатгичлар
билан
бир
хил
.
Тиниқ
фракциянинг
чиқиши
, %
.
Газконденсатининг
аралашмадаги
улуши
, %
ҳажм
.
Мазутнинг
олиниши
, %
6,0
7,0
8,0
9,0
10,0
11,0
12,0
13,0
0
10 20 30 40 50 60 70 80 90 100
Газконденсатининг
аралашмадаги
улуши
, %
ҳажм
–
оғир
бензин
буғлари
билан
ҳайдаш
;
–
сув
буғи
билан
ҳайдаш
5-
расм
.
Нефть
ва
газ
конденсати
аралашмаси
таркибидан
тиниқ
фракциялар
чиқишининг
ўзгариши
–
оғир
бензин
буғлари
билан
ҳайдаш
;
–
сув
буғи
билан
ҳайдаш
6-
расм
.
Нефть
ва
газ
конденсати
аралашмаси
таркибидан
мазут
чиқишининг
ўзгариши

24
Атмосфера
босимли
колоннанинг
юқорисидан
олинадиган
бензин
ва
буғлатувчи
агент
буғлари
ҳаво
конденсаторлари
(4),
сувли
совитгичлар
(3)
да
конденсацияланади
,
совитилади
ва
сепаратор
(2)
га
келиб
тушади
.
Колонна
юқорисини
суюқ
фаза
билан
таъминлаш
учун
сепаратордан
бензин
узатилади
.
Енгил
углеводородлар
сепаратор
(2)
дан
қўшимча
сепаратор
(1)
орқали
УП
йиғиш
сиғими
(10)
га
келиб
тушади
.
Ундан
сўнг
углеводород
буғлари
компрессор
(9)
ёрдамида
сиқилиб
иссиқлик
алмашгич
(8)
ва
ростловчи
клапан
орқали
ректификацион
колоннага
узатилаётган
буғлатувчи
агент
қувурига
ҳайдалади
.
Сув
буғи
қувури
углеводород
буғи
қувурига
уланган
қисмигача
ростловчи
клапанга
эга
.
Бу
клапанлар
технологиянинг
бир
буғлатувчи
агентдан
иккинчи
буғлатувчи
агентга
силлиқ
ўтиши
учун
хизмат
қилади
.
Углеводород
буғлатувчи
агентининг
биринчи
қисми
УП
йиғиш
1
,
2
–
сепараторлар
;
3
–
сувли
совитгич
;
4 –
ҳаво
конденсаторлари
;
5
-
атмосфера
босими
остида
ишлайдиган
ректификацион
колонна
К
-4;
6
–
керосин
стриппинги
;
7
дизель
фракцияси
стриппинги
;
8
–
иссиқлик
алмашгич
;
9
–
компрессор
;
10
–
углеводород
буғлатувчи
агентини
йиғиш
сиғими
;
11
–
сиғим
;
12
–
колонна
юқорисини
суюқлик
билан
таъминлайдиган
насос
;
I
–
керосин
;
II
–
дизель
фракцияси
;
III
–
мазут
;
IV
–
буғлатувчи
агент
,
FI
–
сарф
ўлчагичлар
,
Т
I
–
термометрлар
N
–
клапанлар
7-
расм
.
Углеводород
буғлатувчи
агентини
АВТ
-1
ректификацион
колонналарига
узатишнинг
принципиал
схемаси

25
сиғими
(10)
га
сиғим
(11)
дан
юборилади
.
Сўнгра
компрессор
билан
сиқиб
ҳайдалган
УП
,
иссиқлик
алмашгич
(8)
ҳамда
колонналар
(5,6,7)
ва
бир
қатор
конденсатор
ва
совитгичлардан
ўтиб
,
сепаратор
(2)
га
келиб
тушади
.
Сепартор
(2)
нинг
юқорисидан
углеводород
буғлари
сепаратор
(1)
га
ўтади
,
бу
ерда
улар
қолдиқ
конденсатдан
қўшимча
ажратилиб
,
кейичалик
унинг
юқорисидан
енгил
углеводородлар
УП
йиғиш
сиғими
(10)
га
юборилади
.
Бу
сиғимдан
УП
компрессор
(9)
ва
иссиқлик
алмашгич
(8)
орқали
ретификацион
колонналарга
келиб
тушади
.
Шундай
қилиб
,
УП
ёпиқ
циклдаги
циркуляцияси
амалга
оширилади
.
Зарурият
туғилганда
,
сиғим
(11)
дан
ушбу
циклни
буғлатувчи
агент
билан
таъминланиб
турилади
.
7-
Жадвал
Фарғона
НҚИЗ
АВТ
-1
конденсаторининг
юкламаси
кўрсатгичлари
Буғлатувчи
агент
сарфи
, %
Сув
буғи
Углеводород
буғи
Электро
энергия
тежалииши
,
кВт
Умумий
иссиқлик
юкламасин
инг
камайиш
даражаси
ВП
билан
,
умумий
иссиқлик
юклама
,
кВт
ВП
иссиқлик
юкламаси
,
кВт
ВП
иссиқлик
юкламасин
инг
умумий
бал
ансдаги
улуши
, %
УП
билан
,
умумий
иссиқлик
юклама
,
кВт
УП
иссиқлик
юкламаси
,
кВт
УП
иссиқлик
юкламасин
инг
умумий
бал
ансдаги
улуши
, %
1 2 3 4 5 6 7 8 9
2,2 3200 1200 37,5 2111 111 5,3 1089
1,52
3 3800 1800 47,7 2166
166,5 7,7 1634 1,75
4 4400 2400 54,4 2222 222 10 2178
1,98
5 5000 3000 60,0 2277,5
277,5 12,2 2723
2,20
6 5600 3600 64,3 2333 333 14,3 3267
2,40
7-
жадвалда
буғлатувчи
агенларни
конденсациялаш
ва
совитишда
ВП
ва
УПларига
алмаштириш
ҳисобига
конденсатордаги
иссиқлик
юкламасининг
ўзгариши
келтирлган
.
Ушбу
жадвал
таҳлили
шуни
кўрсатмоқдаки
,
ВП
қўлланилгандаги
конденсатор
юкламаси
(
учинчи
устун
)
нинг
УП
қўлланилгандаги
юклама
(
олтинчи
устун
)
га
нисбати
қуйидагини
ташкил
этади
: 1200/111=10,8.
Бу
кўрсатгич
конденсаторга
сув
буғининг
углеводород
буғлатувчи
агентига
нисбатдан
10,8
марта
кўп
иссиқлик
юкламасини
ҳосил
қилишини
кўрсатади
.
8-
расмда
келтирилган
диаграмманинг
таҳлили
буғлатувчи
агентнинг
сарфи
2
дан
6 %
гача
ошишида
ВПнинг
кўрсатадиган
иссиқлик
юкламаси
1200
дан
3600
кВт
гача
(
биринчи
колонка
),
бунда
унинг
бензин
буғлари
билан
аралшагандаги
умумий
юклама
3200
дан
5600
кВт
гача
(
иккинчи
колонка
)
ошишини
кўрсатди
.
УП
қўлланилганда
эса
конденсатор
111
кВт
дан
333
кВт
гача
(
учинчи
колонка
),
унинг
бензин
буғлари
билан
аралашагандаги
умумий
юкламаси
эса
2111
дан
2333
кВтгача
(
тўртинчи
колонка
)
ўзгариши
аниқланди
.
Буғлатувчи
агентларнинг
иссиқлик
юкламалари
(
учинчи
ва
олтинчи
устунлар
)
нинг
буғлатувчи
агент
ва
бензин
буғлари
аралашмаси

26
ҳосил
қилувчи
умумий
иссиқлик
юкламалари
(
иккинчи
ва
бешинчи
устунлар
)
га
нисбати
орқали
уларнинг
умумий
иссиқлик
балансидаги
ҳиссаси
(
тўртинчи
ва
еттинчи
устунлар
)
аниқланади
(4-
жадвал
).
0
1000
2000
3000
4000
5000
6000
Q
2,0
3,0
4,0
5,0
6,0
G
о
0
10
20
30
40
50
60
70
I
Q.
ко
нд
,%
2,0
3,0
4,0
5,0
6,0
G
отп
-
ВП
;
-
ВП
ва
бензин
буғлари
аралашмаси
; -
УП
; -
УП
ва
бензин
буғлари
аралашмаси
8-
расм
.
Қўлланиладиган
буғлатувчи
агент
ва
унинг
сарфи
боғлиқ
конденсаторнинг
иссиқлик
юкламаси
-
ВП
нинг
иссиқлик
юкламаси
ҳиссаси
;
-
УП
нинг
иссиқлик
юкламаси
ҳиссаси
9-
расм
.
Қўлланиладиган
буғлатувчи
агент
ва
унинг
сарфи
боғлиқ
буғлатувчи
агентнинг
конденсацияланиш
жараёнидаги
иссиқлик
юкламаси
ҳиссаси
Конденсацияланиш
жараёнининг
ушбу
ҳисоблари
(9-
расм
)
сув
буғининг
иссиқлик
юкламаси
ҳиссаси
умумий
иссиқлик
юкламасининг
37-64 %
ни
(
тўқ
рангдаги
колонкалар
),
углеводород
буғлатувчи
агенти
қўланилганда
ушбу
кўрсатгич
атига
5-14 %
ни
ташкил
этишини
кўрсатади
(
очиқ
рангдаги
колонкалар
).
Конденсацияланиш
жараёнининг
таҳлили
(7-
жадвал
),
буғлатувчи
агент
сарфи
2 %
бўлганда
УП
ва
бензин
буғлари
аралашмасининг
конденсаторга
кўрсатадиган
иссиқлик
юкламаси
ВП
ва
бензин
буғлари
аралашмаси
кўсатадиган
юкламадан
1,52
марта
кам
бўлишини
кўрсатмоқда
.
Буғлатувчи
агент
сарфи
6 %
га
етганда
ушбу
кўрсатгич
2,4
мартага
етади
,
яъни
буғлатувчи
агент
сифатида
УП
қўлланилганда
конденсатор
ВП
қўлланилгандагига
нисбатан
2,4
марта
кам
иссиқлик
юкламасини
қабул
қилади
(
тўққизинчи
устун
).
Моддий
-
иссиқлик
балансларини
таққослаш
орқали
ҳисоблашлардан
маълум
бўлдики
,
НГК
аралашмаларини
сувсиз
ҳайдаш
технологияси
қўллаш
,
G
отп
.
аг
,%
G
отп
.
аг
,%
Q
ко
нд
,
кВ
т

27
буғлатувчи
агентини
алмаштириш
ва
уни
рециркуляция
қилиш
натижасида
,
иссиқлик
ва
энергия
сарфи
66,4 %
га
камайтириш
имкониятини
яратади
.
Ишнинг
олтинчи
боби
“
Нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдашни
қўллашнинг
иқтисодий
самарадорлиги
”
бўлиб
,
у
ушбу
усулни
Фарғона
НҚИЗнинг
АВТ
-1
шароитида
қўллашдаги
иқтисодий
самарани
ҳисоблашга
бағшланган
.
Мавжуд
технология
ва
сувсиз
ҳайдашда
буғлатувчи
агент
билан
боғлиқ
харажатлар
ҳисобланган
.
Ушбу
ҳисоблар
таҳлили
сувсиз
ҳайдашда
иссиқлик
ва
энергетик
харажатлар
мавжуд
технологияга
нисбатан
66,4 %
га
камлигини
кўрсатмоқда
.
Фарғона
НҚИЗ
АВТ
-1
тизимида
ўта
қиздирилган
сув
буғининг
сарфи
(
бир
йилда
333
кун
иш
куни
ҳисобланганда
) 13200
тоннани
ташкил
этади
.
Нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдаш
усулини
қўллашдан
кутилаётган
иқтисодий
самарани
ҳисоблаш
натижалари
8-
жадвалда
келтирилган
.
8-
жадвал
Фарғона
НҚИЗ
ЭЛОУ
АВТ
-1
шароитида
нефть
ва
газ
конденсати
аралашмасини
сувсиз
ҳайдаш
усулини
қўллашдан
кутилаётган
иқтисодий
самарани
ҳисоблаш
натижалари
№
Иқтисодий
самарадорлик
кўрсатгичлари
Ўлчов
бир
.
Миқдори
Бирлик
нархи
,
минг
сўм
Йиллик
самара
минг
сўм
1
Буғлатувчи
агент
–
ўта
қиздирилган
сув
буғини
ҳосил
қилишдаги
харажатнинг
камайиши
Гкал
/
йил
9240 46,365 428412
2
Тиниқ
фракциялар
чиқишининг
ошиши
т
/
йил
3102 794,2 2463608
3
Нордон
сувларни
рекуперация
қилишдаги
харажатнинг
камайиши
т
/
йил
13200 4,3
56760
4
Конденсаторларда
электроэнергия
сарфининг
камайиши
кВт
/
йил
207792 0,1385 28779
5
Сув
буғи
конденсати
билан
бензин
олиб
чиқиб
кетилишининг
олини
олиш
т
/
йил
13,2 1051 13873
6
Умумий
йиллик
иқтисодий
самара
2991432
Сувсиз
ҳайдаш
технологиясининг
қўлланилиши
натижасида
иқтисодий
самара
билан
бирга
ресурсларнинг
тежалиши
ва
атроф
-
муҳит
экологик
ҳолатининг
яхшиланиши
,
ҳамда
иссиқликнинг
регенерацияланиши
самарадорлиги
ошашиши
ва
айланма
сув
сарфининг
камайишига
эришилади
.

28
ХУЛОСАЛАР
1.
Анъанавий
буғлатувчи
агентни
углеводород
буғларига
алмаштириш
йўли
билан
модда
алмашиниш
жараёнларини
жадаллаштиришга
асосан
,
иссиқлик
ва
электр
энергиясини
66,4 %
га
тежаш
имконини
берадиган
янги
технология
–
ректификацион
колоннада
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдашнинг
илмий
асослари
илк
бор
яратилди
.
2.
Углеводород
буғлатувчи
агентларидан
фойдаланиб
,
нефть
ва
газ
конденсати
аралашмаларини
ректификациялашда
чегара
диффузион
юпқа
қатлам
қалинлиги
сув
буғи
ҳосил
қиладиган
қалинликдан
10,6
марта
камлиги
кўрсатиб
берилди
.
3.
Нефть
ва
газ
конденсати
аралашмаларини
ҳайдашда
буғлатувчи
агент
сифатида
,
сув
буғи
ўрнига
,
углеводород
буғларини
қўлланилиши
буғ
фазасидаги
модда
бериш
коэффициентинининг
ошиши
ўртача
3,2
марта
эканлиги
аниқланди
.
4.
Нефть
ва
газ
конденсати
аралашмаларини
ректификациялашда
модда
узатиш
коэффициентининг
ошиш
даражаси
,
қўлланиладиган
буғлатувчи
агент
ва
тақсимланадиган
фракцияларни
инобатга
олган
ҳолда
,
ўртача
1,25
марта
эканлиги
исботланди
.
5.
Нефть
ва
газ
конденсати
аралашмаларини
ҳайдашда
ректификацион
колонналарга
буғлатувчи
агентни
узатиш
технологик
схемаси
тақдим
этилди
,
бунда
буғлатувчи
агент
сарфи
11,7 %
га
камайиши
кўрсатилди
.
6.
Углеводород
буғлари
рециркуляциясига
асосланган
энергия
тежамкор
технология
ишлаб
чиқилди
ва
сув
буғи
ишлатилишига
барҳам
берилди
,
тиниқ
фракциялар
чиқиши
ортди
,
олинган
фракцияларида
сув
бўлиши
олиди
олинди
,
конденсация
жараёнида
энергетик
сарфлар
камайди
,
сув
буғи
конденсати
билан
бензин
фракциясининг
чиқиб
кетиши
тўхтатилади
,
хом
ашёдан
дистиллят
фракциясининг
чиқиши
2,67%
га
ошди
,
ускуналарнинг
коррозияланиши
камайди
,
ишлаб
чиқаришдаги
экологик
ҳолат
яхшиланди
.
7.
Сув
буғи
ўрнига
углеводород
буғларининг
1,46
т
/
соат
(
сув
буғи
сарфидан
11,7 %
га
кам
)
рециркуляциясини
таъминлаш
орқали
,
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдаш
учун
ректификация
жараёнини
ўтказишнинг
мақбул
шароитлари
аниқланди
.
8.
Буғ
ва
суюқ
фазалар
орасида
модда
алмашинишни
жадаллаштириш
ҳисобига
,
сув
буғига
нисбаттан
углеводород
буғлатувчи
агентини
қўлланилганда
,
дистиллят
фракцияларининг
ажратиш
аниқлиги
5-7
о
С
га
яхшиланиши
кўрсатиб
берилди
.
9.
Муқобил
буғлатувчи
агентнинг
иссиқлик
-
физик
хоссаларининг
афзаллиги
ҳисобига
,
углеводород
буғларидан
фойдаланилган
пайтда
,
сув
буғи
билан
таққосланганда
,
кондесация
жараёнида
иссиқлик
юкламасининг
10
мартага
камайиши
кўсатилди
.
10.
Йиллик
иш
қуввати
600
минг
тоннали
Фарғона
НҚИЗ
ЭЛОУ
АВТ
-1
тизими
учун
янги
усул
–
нефть
ва
газ
конденсати
аралашмаларини
сувсиз
ҳайдашни
қўллашдан
ҳисобланган
иқтисодий
самара
йилига
500
млн
.
сўмдан
ортиқни
ташкил
этади
.

29
НАУЧНЫЙ
СОВЕТ
16.07.2013.
Т
.08.01
ПРИ
ТАШКЕНТСКОМ
ХИМИКО
-
ТЕХНОЛОГИЧЕСКОМ
ИНСТИТУТЕ
ПО
ПРИСУЖДЕНИЮ
УЧЕНОЙ
СТЕПЕНИ
ДОКТОРА
НАУК
ТАШКЕНТСКИЙ
ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ
ИНСТИТУТ
ОБЩЕЙ
И
НЕОРГАНИЧЕСКОЙ
ХИМИИ
АБДУРАХМОНОВ
ОЛИМ
РУСТАМОВИЧ
СОВЕРШЕНСТВОВАНИЕ
НАУЧНЫХ
ОСНОВ
ТЕХНОЛОГИИ
СУХОЙ
ПЕРЕГОНКИ
НЕФТЕГАЗОКОНДЕНСАТНЫХ
СМЕСЕЙ
ПУТЕМ
ИНТЕНСИФИКАЦИИ
МАССООБМЕНА
02.00.08 –
Химия
и
технология
нефти
и
газа
(
технические
науки
)
АВТОРЕФЕРАТ
ДОКТОРСКОЙ
ДИССЕРТАЦИИ
город
Ташкент
– 2015

30
Тема
докторской
диссертации
зарегистрирована
под
номером
12.05.2015/B2015.1.T464
в
Высшей
аттестационной
комиссии
при
Кабинете
Министров
Республики
Узбекистан
.
Докторская
диссертация
выполнена
в
Ташкентском
Государственном
техническом
университете
и
Институте
общей
и
неорганической
химии
.
Автореферат
диссертации
на
трех
языках
(
узбекский
,
русский
,
английский
)
размещен
на
веб
-
странице
по
адресу
www.tkti.uz
и
информационно
-
образовательном
портале
Ziyonet
по
адресу
www.ziyonet.uz
.
Официальные
оппоненты
:
Абидова
Мухаббат
Фазыловна
доктор
химических
наук
,
профессор
,
академик
академии
наук
Республики
Узбекистан
Сайдахмедов
Игамберди
Мухтарович
доктор
химических
наук
,
профессор
Абдурахимов
Саидакбар
Абдурахмонович
доктор
технических
наук
,
профессор
Ведущая
организация
:
ОАО
«
УзЛИТИНефтгаз
»
Защита
диссертации
состоится
«___» ________2015
г
.
в
«___»
часов
на
заседании
Научного
совета
16.07.2013.
Т
.08.01
при
Ташкентском
химико
-
технологическом
институте
по
адресу
:
100011,
г
.
Ташкент
,
ул
.
Навои
, 32,
тел
. (+99871) 244-79-20,
Факс
: (+99871) 262-79-17, e-mail:
tkti@mail.uz.
Докторская
диссертация
зарегистрирована
в
Информационно
-
ресурсном
центре
(
ИРЦ
)
Ташкентского
химико
-
технологического
института
за
№
__,
с
которой
можно
ознакомиться
в
ИРЦ
(100011,
г
.
Ташкент
,
ул
.
Навои
, 32,
тел
. (+99871) 244-79-20).
Автореферат
диссертации
разослан
«___» ________ 2015
года
.
(
протокол
рассылки
№
_______
от
_________2015
г
.).
С
.
М
.
Туробжонов
Председатель
Научного
совета
по
присуждению
учёной
степени
доктора
наук
,
д
.
т
.
н
.,
профессор
А
.
С
.
Ибодуллаев
Учёный
секретарь
Научного
совета
по
присуждению
учёной
степени
доктора
наук
,
д
.
т
.
н
.,
профессор
Г
.
Р
.
Рахмонбердиев
Председатель
научного
семинара
при
Научном
совете
по
присуждению
учёной
степени
доктора
наук
,
д
.
х
.
н
.,
профессор

31
ВВЕДЕНИЕ
(
Аннотация
докторской
диссертации
)
Актуальность
и
востребованность
темы
диссертации
.
Резкое
увеличение
во
всем
мире
числа
автомобилей
и
различных
транспортных
средств
требует
производства
качественных
моторных
топлив
на
основе
энергосберегающих
технологий
.
С
2005
года
по
настоящее
время
во
всем
мире
добыча
нефти
и
газа
увеличилась
более
чем
на
55%,
а
разведка
их
подземных
запасов
более
чем
3
раза
.
Производство
моторных
топлив
из
нефтегазоконденсатной
(
НГК
)
смеси
основано
на
расходе
большого
количества
энергии
и
использование
сложных
аппаратов
.
В
последние
годы
требования
на
качество
моторных
топлив
неуклонно
растет
,
и
в
то
же
время
во
всем
мире
наблюдается
нестабильность
на
количество
и
цен
нефтяного
сырья
.
Техническое
и
технологическое
обновление
нефтеперерабатывающих
заводов
,
применение
энергосберегающих
методов
производства
являются
основными
критериями
,
обеспечивающими
снижение
расходов
при
производстве
нефтепродуктов
,
в
частности
моторных
топлив
и
улучшения
их
качества
.
Вышеуказанные
стратегические
направления
развития
производства
в
нефтегазовой
отрасли
соответствуют
комплексу
мероприятий
по
развитию
предприятий
.
Как
известно
,
производство
моторных
топлив
из
нефтегазоконденсатной
смеси
основано
на
одном
из
энергоемких
процессов
–
сложной
перегонке
(
ректификации
).
При
этом
в
настоящее
время
в
качестве
отпаривающего
агента
используется
перегретый
водяной
пар
.
Анализы
показывают
,
что
перечисленные
ниже
негативные
явления
подтверждают
актуальность
проведенных
исследований
по
совершенствование
теоретических
и
прикладных
основ
применения
углеводородного
отпаривающего
агента
при
получении
моторных
топлив
из
нефтегазоконденсатной
смеси
,
интенсификация
массообмена
и
определение
эффективности
применения
углеводородных
отпаривающих
агентов
:
значительные
энергетические
и
технологические
затраты
производства
перегретого
водяного
пара
;
подача
водяного
пара
в
ректификационные
колонны
обусловливает
образование
,
в
процессе
конденсации
углеводородных
паров
,
водяного
конденсата
.
В
свою
очередь
отделение
водяного
конденсата
от
полученных
фракций
требует
специальных
аппаратов
,
проведения
технологических
процессов
очистки
и
дополнительных
энергетических
затрат
;
водяной
пар
и
его
конденсат
,
находясь
в
составе
смеси
углеводородов
,
снижают
интенсивность
тепломассообменных
процессов
и
эффективность
технологических
показателей
оборудований
для
их
осуществления
;
высокое
значение
теплоты
конденсации
водяных
паров
(2260
кДж
/
кг
)
относительно
этого
параметра
у
углеводородных
паров
(250-350
кДж
/
кг
)
способствует
увеличению
энергетических
расходов
при
их
конденсации
;
образуемый
водяной
конденсат
способствует
усилению
коррозии
контактирующих
поверхностей
аппаратов
;
в
составе
водяного
конденсата
присутствуют
остатки
нефтепродуктов
,
сернистые
и
других
химические
соединения
,
требующие
дополнительных
расходов
,
связанных
с
их
удалением
и
утилизацией
.
В
свою

32
очередь
эти
примеси
усугубляют
экологические
проблемы
производства
;
обводнения
дистиллятных
фракций
(
особенно
авиакеросина
и
дизельного
топлива
)
конденсатом
водяного
пара
требует
дополнительных
затрат
связанных
с
их
обезвоживанием
.
Диссертационная
работа
направлена
решение
в
определенном
степени
задач
приведенных
в
постановлениях
Президента
Республики
Узбекистан
№ПП
-916
от
15
июля
2008
года
«
О
дополнительных
мерах
по
стимулированию
внедрения
инновационных
проектов
и
технологий
в
производство
»
и
№ПП
-1442
от
15
декабря
2010
года
«
О
приоритетах
развития
промышленности
Республики
Узбекистан
в
2011-2015
годах
».
Соответствие
исследования
приоритетным
направлениям
развития
науки
и
технологий
республики
.
Диссертационное
исследование
выполнена
в
соответствии
с
приоритетными
направлениями
развития
науки
и
технологий
: 7 –
Химические
технологии
и
нанотехнологии
(2007–2011
годы
),
ППИ
-13 – «
Разработка
эффективных
методов
поиска
,
разведки
,
оценки
,
добычи
и
комплексной
переработки
топливно
-
минерально
-
сырьевых
ресурсов
,
утилизации
и
использования
отходов
горнопромышленного
комплекса
» (2007–2011
годы
).
Обзор
зарубежных
научных
исследований
по
теме
диссертации
.
В
передовых
научно
-
исследовательских
центрах
и
высших
образовательных
учреждениях
мира
,
в
том
числе
Chicago university, Colorado
school of mines, Shell Global Solutions Inc. (
США
), Japan Petroleum Institute,
Tokyo national university (
Япония
), Royal Military College of Canada (
Канада
),
French Petroleum Institute (
Франция
)
ведутся
научные
исследования
по
повышению
эффективности
и
интенсификации
переработки
жидких
углеводородов
.
В
результате
проведенных
в
мире
научных
исследований
по
совершенствованию
перегонки
нефтегазоконденсатных
смесей
,
в
частности
,
получены
следующие
научные
и
практические
результаты
:
разработаны
эффективные
способы
интенсификации
процесса
ректификации
при
переработке
жидких
углеводородов
(Australian institute of petroleum,
Австралия
);
созданы
высокопроизводительные
контактные
устройства
для
совершенствования
процесса
ректификации
при
переработке
нефти
(Japan
Petroleum Institute,
Япония
);
улучшение
качества
продукции
при
получении
моторных
топлив
из
жидких
углеводородов
и
разработана
методика
определения
влияния
технологических
параметров
в
процессе
перегонки
(Research Institute of Petroleum Processing
Германия
, Indian Institute of
Petroleum
Индия
).
В
настоящее
время
ведутся
научные
исследования
по
таким
приоритетным
направлениям
как
интенсификация
массообмена
в
ректификационной
колонне
применением
рециркуляции
альтернативного
отпаривающего
агента
,
совершенствование
научных
и
практических
основ
и
повышение
эффективности
перегонки
нефтегазоконденсатных
смесей
.
Степень
изученности
проблемы
.
В
настоящее
время
в
научных
работах
крупных
ученых
(
О
.
Ф
.
Глаголева
,
В
.
М
.
Капустин
,
С
.
А
.
Ахметов
,

33
А
.
С
.
Багатуров
,
А
.
К
.
Мановян
и
др
.)
сделаны
выводы
о
перспективности
применения
альтернативных
водяному
пару
отпаривающих
агентов
,
таких
как
азот
,
окись
и
двуокись
углерода
,
а
также
инертные
газы
.
Многими
исследователями
и
специалистами
данной
отрасли
предложены
технологические
и
конструктивные
решения
проблемы
сокращения
водяного
пара
как
отпаривающего
агента
в
процессе
перегонки
.
Благодаря
научным
трудам
ученых
Узбекистана
–
Абидовой
М
.
Ф
.,
Салимова
З
.
С
.,
Нарметовой
Г
.
Р
.,
Азизова
У
.
А
.,
Икрамова
А
.
И
.,
Ташмухамедовой
А
.
К
.,
Хамидова
Б
.
Н
.,
Махкамова
Х
.
М
.,
Юнусова
М
.
П
.,
Сайдахмедова
Ш
.
М
.,
Туробжонова
С
.
М
.,
Кадырова
И
.
К
.,
Сайдахмедова
И
.
М
.,
Абдурахимова
С
.
А
.
и
др
.
получило
развитие
науки
в
области
химии
,
технологии
и
процессов
и
аппаратов
нефтегазопереработки
.
Юсупбеков
Н
.
Р
.,
Гулямов
Ш
.
М
.,
Артыков
А
.
А
.,
Маннанов
У
.
В
.,
Нурмухамедов
Х
.
С
.,
Додаев
К
.
О
.,
Джураев
Х
.
Ф
.
и
др
.
успешно
ведут
исследования
в
области
процессов
и
аппаратов
химической
и
пищевой
технологии
,
а
также
математического
моделирования
процессов
перегонки
многокомпонентных
смесей
.
Для
уменьшения
энергетических
потерь
и
количества
перегретого
водяного
пара
рядом
исследователей
предложены
различные
варианты
по
изменению
схемы
перегонки
нефти
,
основанные
на
создание
дополнительного
подогрева
кубового
продукта
«
горячей
струей
».
Однако
в
литературных
источниках
отсутствуют
глубокие
исследования
по
применению
углеводородных
паров
в
качестве
отпаривающего
агента
вместо
перегретого
водяного
пара
при
ректификации
НГК
смеси
.
Также
отсутствуют
сведения
относительно
интенсификации
массообменного
процесса
при
ректификации
жидких
углеводородов
с
применением
альтернативных
отпаривающих
агентов
.
Существующие
литературные
материалы
и
другие
теоретические
результаты
исследований
не
дают
достаточную
возможность
для
всестороннего
анализа
процесса
ректификации
с
применением
углеводородного
отпаривающего
агента
.
Принимая
во
внимание
недостатки
применения
водяного
пара
в
качестве
отпаривающего
агента
,
в
последние
годы
в
мировой
нефтепереработке
проявляется
тенденция
к
существенному
ограничению
применения
его
и
переводу
ректификационных
установок
на
технологию
сухой
перегонки
.
В
связи
с
этим
в
области
нефтепереработки
возникла
новая
актуальная
научно
-
техническая
проблема
по
замене
водяного
пара
на
альтернативные
отпаривающие
агенты
в
процессе
перегонки
углеводородного
сырья
,
связанная
с
необходимостью
создания
научных
основ
новой
технологии
–
сухой
перегонки
жидких
углеводородов
и
разработкой
эффективного
метода
разделения
сырья
на
топливные
фракции
.
Связь
темы
диссертации
с
планами
научно
-
исследовательских
работ
научно
-
исследовательского
учреждения
,
где
выполнена
диссертация
.
Диссертационная
работа
выполнялась
в
соответствии
с
научно
-
техническим
«
Создание
высокоэффективной
технологии
ректификации
нефтегазоконденсатных
смесей
на
основе
интенсификации
массообменных
процессов
»
№ФА
-
А
13-
Т
001 (2012-2014
гг
.)
и
инновационным
«
Подготовка
научно
-
технических
документов
технологии

34
сухой
перегонки
нефтегазоконденсатных
смесей
и
проведение
её
опытно
-
промышленных
испытаний
»
№
7-
ФА
-0-10065 (2014-2015
гг
.)
проектами
Института
общей
и
неорганической
химии
.
Хозяйственные
договора
,
заключенные
с
Бухарским
(
№
09-21-222/026
от
30.12.2009
г
.;
№
77/026
от
25.03.2012
г
.)
и
Ферганским
(
№
404
от
19.04.2014
г
.)
нефтеперерабатывающими
заводами
выполнены
в
сочетании
с
практическими
результатами
данной
диссертационной
работы
.
Цель
исследования
.
Создание
энергосберегающей
технологии
сухой
перегонки
нефтегазоконденсатных
смесей
путем
интенсификации
процесса
массоотдачи
в
паровой
фазе
применением
углеводородного
отпаривающего
агента
при
получении
моторных
топлив
.
В
соответствии
с
поставленной
целью
решались
следующие
задачи
:
исследование
массоотдачи
в
паровой
фазе
за
счет
уменьшения
толщины
пограничной
пленки
между
контактирующими
фазами
при
разделении
нефтегазоконденсатных
смесей
методом
сухой
перегонки
;
определение
увеличения
коэффициента
теплоотдачи
в
паровой
фазе
за
счет
применение
альтернативного
отпаривающего
агента
,
которые
имеют
высокие
значения
критерий
гидродинамического
и
теплового
подобий
;
изучение
уменьшения
толщины
пограничной
пленки
при
перегонке
нефтегазоконденсатных
смесей
за
счет
применения
альтернативных
отпаривающих
агентов
,
имеющих
предпочтительные
физико
-
химических
свойства
по
сравнению
с
водяным
паром
;
определение
оптимальных
параметров
процесса
ректификации
нефтегазоконденсатных
смесей
при
рециркуляции
углеводородных
отпаривающих
агентов
;
создание
энергосберегающей
технологии
сухой
перегонки
нефтегазоконденсатных
смесей
в
ректификационной
колонне
,
исключающей
образования
влаги
в
топливных
дистиллятных
фракциях
;
разработка
принципиальной
схемы
подвода
углеводородного
отпаривающего
агента
к
ректификационным
колоннам
технологического
блока
ЭЛОУ
АВТ
-1
Ферганского
НПЗ
;
расчет
экономического
эффекта
от
применения
технологии
сухой
перегонки
нефтегазоконденсатных
смесей
на
линии
ЭЛОУ
АВТ
-1
Ферганского
НПЗ
.
В
результате
проведенных
теоретических
и
экспериментальных
исследований
решена
вышеотмеченная
научно
-
техническая
проблема
путем
совершенствования
научных
основ
сухой
перегонки
нефтегазоконденсатных
смесей
,
основанная
на
интенсификацию
процесса
массообмена
в
паровой
фазе
и
разработкой
высокоэффективной
технологии
перегонки
сырья
с
рециркуляцией
углеводородного
отпаривающего
агента
.
Объектами
исследования
являются
нефть
,
газовый
конденсат
и
их
смеси
,
а
также
процесс
ректификации
нефтегазоконденсатного
сырья
.
Предмет
исследования
:
углеводородный
пар
,
применяемый
в
качестве
отпаривающего
агента
.

35
Методы
исследований
.
При
выполнении
диссертационной
работы
использованы
методы
теоретических
основ
химической
технологии
,
процессов
и
аппаратов
переработки
нефти
и
газа
.
Для
изучения
фракционного
состава
нефти
,
газового
конденсата
,
а
также
их
смесей
и
дистиллятных
фракций
использован
аппарат
для
перегонки
жидких
углеводородов
.
Измерения
технологических
параметров
проведены
традиционными
методами
и
лабораторно
-
измерительными
приборами
.
Обработка
результатов
теоретических
и
экспериментальных
исследований
проведена
с
использованием
методов
теории
подобия
и
моделирования
.
К
выполнению
работы
привлечены
методология
анализа
сложных
массообменных
процессов
,
происходящих
при
перегонке
.
При
изучении
массообменных
параметров
процесса
ректификации
использованы
методы
компьютерного
исследования
.
Экспериментальные
исследования
выполнены
на
лабораторных
ректификационных
установках
.
Научная
новизна
исследования
заключается
в
следующем
:
создана
новая
технология
сухой
перегонки
нефтегазоконденсатных
смесей
,
основанная
на
интенсификации
массообменных
процессов
путем
замены
традиционного
отпаривающего
агента
на
углеводородные
пары
;
достигнута
интенсификация
в
паровой
фазе
массоотдачи
более
чем
три
раза
за
счет
уменьшения
на
порядок
толщины
пограничной
пленки
между
контактирующими
фазами
,
и
теплоотдачи
в
6
раз
за
счет
высоких
значений
критерий
гидродинамического
и
теплового
подобий
при
разделении
нефтегазоконденсатных
смесей
методом
сухой
перегонки
;
показано
изменение
процесса
массообмена
при
перегонке
нефтегазоконденсатных
смесей
за
счет
значительного
отличия
между
физико
-
химическими
свойствами
углеводородных
и
водяных
паров
;
определены
технологические
параметры
процессов
сухой
перегонки
нефтегазоконденсатных
смесей
путем
рециркуляции
1,46
т
/
час
углеводородных
отпаривающих
агентов
через
ректификационную
колонну
;
определена
рядность
значений
повышения
коэффициента
диффузии
с
учетом
изменения
молекулярной
массы
углеводородов
;
установлено
улучшение
четкости
разделения
дистиллятных
фракций
на
5-7
о
С
при
использовании
углеводородного
отпаривающего
агента
по
сравнению
с
водяным
паром
за
счет
интенсивного
массообмена
между
паровой
и
жидкой
фаз
;
доказано
снижение
тепловой
нагрузки
в
процессе
конденсации
более
чем
в
10
раз
при
использовании
углеводородного
отпаривающего
агента
по
сравнению
с
водяным
паром
за
счет
превосходства
теплофизических
свойств
альтернативного
испаряющего
агента
.
Практические
результаты
исследования
заключаются
в
следующем
:
снижение
расхода
отпаривающего
агента
на
11,7 %
за
счет
разницы
между
удельными
теплоемкостями
водяного
пара
(
С
ВП
=1,974
кДж
/
кг
·
К
)
и
углеводородных
паров
(
С
УВ
=2,211
кДж
/
кг
·
К
);

36
достигнуто
увеличение
выхода
топливных
фракций
из
нефтегазоконденсатного
сырья
на
2,67 %
за
счет
интенсификации
процесса
массообмена
(
Акт
ИОНХ
АН
РУз
от
10.01.2012
года
);
разработана
энергосберегающая
технология
перегонки
нефтегазоконденсатных
смесей
на
основе
рециркуляции
углеводородных
отпаривающих
агентов
,
способствующая
экономии
теплоэнергетических
затрат
на
66,4 %
за
счет
замены
отпаривающего
агента
и
исключающая
образования
влаги
в
топливных
дистиллятных
(
бензиновой
,
керосиновой
и
дизельной
)
фракциях
.
При
этом
расчеты
выполнены
с
учетом
теплоэнергетических
расходов
аппаратов
устанавливаемых
при
применении
технологии
сухой
перегонки
(
Акт
научно
-
технического
совета
Ферганского
НПЗ
№
1/09
от
11.02.2015
года
).
Достоверность
полученных
результатов
.
Обоснованность
научных
положений
,
выводов
и
рекомендаций
не
вызывает
сомнений
,
так
как
они
установлены
на
основе
современных
методов
исследований
,
базирующихся
на
теоретических
основ
химической
технологии
,
процессов
и
аппаратов
переработки
нефти
и
газа
.
Теоретическая
и
практическая
значимость
результатов
исследования
.
Теоретическая
значимость
настоящей
диссертации
работы
заключается
в
следующем
:
результаты
проведенных
исследований
могут
быть
использованы
при
разработке
методов
совершенствования
,
интенсификации
и
оптимизации
процессов
тепло
-
и
массообмена
(
перегонки
,
абсорбции
,
десорбции
,
выпаривания
,
нагревания
,
охлаждения
и
конденсации
),
протекающих
в
системах
жидкость
-
пар
.
Практическая
значимость
работы
состоит
из
следующих
результатов
:
совершенствованы
научные
основы
новой
технологии
–
сухой
перегонки
нефтегазоконденсатных
смесей
путем
интенсификации
тепло
-
и
массообмена
за
счет
применения
в
качестве
отпаривающего
агента
углеводородных
паров
;
предложена
методика
расчета
интенсификации
тепло
-
и
массообменных
параметров
процесса
перегонки
нефтегазоконденсатных
смесей
с
применением
углеводородного
отпаривающего
агента
;
разработана
новая
энергосберегающая
технология
–
сухая
перегонка
нефтегазоконденсатных
смесей
на
основе
рециркуляции
углеводородного
отпаривающего
агента
,
позволяющая
исключить
использование
дорогостоящего
энергоносителя
–
водяного
пара
,
а
также
исключающая
наличия
влаги
в
топливных
дистиллятных
(
бензиновой
,
керосиновой
и
дизельной
)
фракциях
.
Внедрение
результатов
исследования
.
Достигнута
интенсификация
в
паровой
фазе
,
при
ректификации
нефтегазоконденсатных
смесей
с
применением
углеводородного
отпаривающего
агента
,
массоотдачи
более
чем
в
три
раза
за
счет
уменьшения
на
порядок
толщины
пограничной
пленки
между
контактирующими
фазами
,
и
теплоотдачи
в
6
раз
за
счет
высоких
значений
критерий
гидродинамического
и
теплового
подобий
альтернативного
отпаривающего
агента
.
Технология
сухой
перегонки

37
нефтегазоконденсатных
смесей
принята
к
внедрению
Ферганским
НПЗ
на
линии
ЭЛОУ
АВТ
-1
производительностью
по
сырью
600
тыс
.
тонн
в
год
и
годовой
экономический
эффект
от
применения
составляет
более
500
млн
.
сум
(
акт
Ферганского
НПЗ
от
10.02.2015
года
и
письмо
№
01/32
от
26.03.2015
года
).
Апробация
работы
.
Основные
положения
диссертации
обсуждены
на
различных
научных
и
научно
-
практических
конференциях
: 15-
ой
и
16-
ой
Международных
конференциях
«
Нефть
и
газ
Узбекистана
» (
Ташкент
, 2011
и
2012); VIII
Международной
научно
-
технической
конференции
«
Техника
и
технология
пищевых
производств
» (
Могилев
,
Беларусь
, 2011); VI
Международной
научно
-
технической
конференции
«
Современные
техника
и
технологии
горно
-
металлургической
отрасли
и
пути
их
развития
» (
Навои
,
2013);
Международной
научно
-
технической
конференции
«
Состояние
и
перспективы
инновационных
идей
и
технологий
в
области
нефтехимии
»
(
Фергана
, 2015); VIII
Международной
научно
-
технической
конференции
«
Горно
-
металлургической
комплекс
:
достижения
,
проблемы
и
современные
тенденции
развития
» (
Навои
, 2015);
Международной
научно
-
практической
конференции
«
Актуальные
проблемы
сфер
химической
технологии
» (
Бухара
,
2015);
Республиканской
научно
-
технической
конференции
«
Актуальные
проблемы
переработки
нефти
и
газа
Узбекистана
» (
Ташкент
, 2012);
Научно
-
практической
конференции
«
Нефтегазопереработка
– 2012» (
Уфа
, 2012);
Республиканской
конференции
молодых
ученых
. «
Наука
.
Образование
.
Молодежь
».
Посвященной
55-
летию
Алматинского
технологического
университета
(
Алматы
, 2012); XIX Mendeleev congress on general and applied
chemistry. Volume 2, Chemistry and technology of materials, including
nanomaterials (Volgograd, Russia, 2011);
Республиканской
научно
-
практической
конференции
«
Актуальные
проблемы
очистки
нефти
и
газа
от
примесей
различными
физико
-
химическими
методами
» (
Карши
, 2011);
Республиканской
научно
-
практической
конференции
«
Роль
инновационных
технологий
в
решении
актуальных
задач
производственных
предприятий
»
(
Карши
, 2013);
Республиканской
научно
-
практической
конференции
«
Инновационные
разработки
и
перспективы
развития
химической
технологии
силикатных
материалов
» (
Ташкент
, 2012);
Республиканской
научно
-
практической
конференции
«
Актуальные
проблемы
использования
альтернативных
источников
энергии
» (
Карши
, 2014); II
Республиканской
научно
-
технической
конференции
«
Модернизация
производства
,
техническое
и
технологическое
перевооружение
,
инновации
,
экономически
эффективные
методы
и
нетрадиционные
решения
» (
Фергана
, 2013).
Диссертационная
работа
обсуждена
на
Ученом
совете
факультета
«
Нефти
и
газа
»
Ташкентского
государственного
университета
, 20.11.2014
г
.;
Научно
-
техническом
совете
Ферганского
НПЗ
12.02.2015
г
.;
Объединенном
семинаре
лабораторий
«
Процессы
и
аппараты
химической
технологии
», «
Химии
нефти
», «
Химическая
технология
»
и
«
Поверхностно
активные
вещества
»
Института
общей
и
неорганической
химии
АН
РУз
. 20.02.2015
г
.;
Научном
семинаре
Ташкентского
химико
-
технологического
института
14.05.2015
г
.

38
Опубликованность
результатов
.
Основные
результаты
диссертационной
работы
отражены
в
2
монографиях
,
одна
из
которых
опубликована
в
Германии
(
на
английском
языке
),
в
31
статьях
,
из
них
2
США
, 1
в
Болгарии
,
а
также
34
тезисах
докладов
международных
и
республиканских
научных
конференций
.
Получены
2
патента
РУз
на
полезную
модель
.
Результаты
диссертационной
работы
выставлялись
в
V, VI
и
VII
Республиканских
ярмарках
инновационных
идей
,
технологий
и
проектов
.
Структура
и
объём
диссертации
.
Диссертационная
работа
изложена
на
186
страницах
компьютерного
текста
,
включает
57
таблиц
, 29
рисунков
.
Состоит
из
введения
и
6
глав
,
заключения
,
списка
использованной
литературы
из
200
библиографических
наименований
и
приложения
.
ОСНОВНОЕ
СОДЕРЖАНИЕ
ДИССЕРТАЦИИ
Во
введении
обоснована
актуальность
проблемы
,
изложено
современное
состояние
вопроса
,
сформулированы
цель
и
задачи
исследования
,
показана
научная
новизна
полученных
результатов
,
раскрыто
теоретическое
и
практическое
значение
положений
,
выводов
и
конкретных
рекомендаций
,
сформулированных
в
диссертации
.
В
первой
главе
«
Современное
состояние
технологии
,
процессов
и
аппаратов
первичной
перегонки
нефтегазоконденсатных
смесей
»
проанализированы
состояние
и
тенденции
развития
теории
и
техники
перегонки
нефтегазоконденсатной
смеси
.
Первичной
перегонкой
на
основе
ректификации
получают
углеводородные
фракции
,
которые
служат
основой
товарных
топлив
широкого
ассортимента
качества
и
сферой
применения
.
При
ректификации
нефтегазоконденсатной
смеси
в
качестве
отпаривающего
агента
используется
водяной
пар
.
Он
вводится
в
ректификационную
и
отпарные
колонны
в
виде
острого
пара
.
В
зависимости
от
технологического
режима
суммарный
расход
водяного
пара
,
используемого
в
качестве
отпаривающего
агента
,
составляет
2,0–6,5 %
от
количества
сырья
.
Приведены
недостатки
подача
перегретого
водяного
пара
в
ректификационные
колонны
в
качестве
отпаривающего
агента
.
Из
анализа
современного
состояния
теории
и
практики
перегонки
жидкостей
следует
,
что
в
литературных
источниках
широко
приведены
специфические
особенности
и
недостатки
применения
водяного
пара
при
ректификации
углеводородного
сырья
.
В
работах
крупных
ученых
нефтепереработки
освещены
вышеприведенные
негативные
моменты
использования
перегретого
водяного
пара
,
в
качестве
отпаривающего
агента
,
при
ректификации
жидких
углеводородов
.
Из
этого
анализа
формировалась
основная
цель
настоящего
исследования
.
Такая
постановка
вопроса
предполагает
решение
вышеприведенных
конкретных
и
малоизученных
задач
исследования
.
Успешное
выполнение
поставленных
задач
позволит
создать
научные
основы
энергосберегающей
технологии
сухой
перегонки
нефтегазоконденсатных
смесей
путем
интенсификации
процесса

39
массоотдачи
в
паровой
фазе
и
разработать
принципиальную
схему
подвода
углеводородного
отпаривающего
агента
к
ректификационным
колоннам
.
Вторая
глава
«
Исследования
процессов
тепло
-
и
массообмена
при
ректификации
нефтегазоконденсатных
смесей
с
рециркуляцией
углеводородного
отпаривающего
агента
»
диссертации
посвящена
исследованию
процессов
тепло
-
и
массообмена
при
ректификации
нефтегазоконденсатных
смесей
с
применением
рециркуляции
углеводородного
отпаривающего
агента
.
Для
проведения
исследований
по
определению
влияния
отпаривающего
агента
на
те
или
иные
показатели
процесса
перегонки
проведено
определение
и
сравнительный
анализ
основных
физико
-
химических
и
теплофизических
свойств
отпаривающих
агентов
при
температуре
200
о
С
и
давлении
0,26
МПа
(
табл
. 1).
Таблица
1
Основные
физико
-
химические
и
теплофизические
свойства
отпаривающих
агентов
(
при
200
о
С
и
0,26
МПа
.)
Отпариваю
-
щий
агент
M
,
кг
/
кмоль
V
,
см
3
/
моль
ρ
,
кг
/
м
3
μ
,
мкПа
·
с
ν
,
мм
2
/c
С
р
,
кДж
/
кг
·
К
λ
,
Вт
/
м
·
К
Водяной
пар
18 18,9
1,286
16,2
12,6
1,974
0,0275
Пары
легкого
бензина
84-89 140,6 6,90 8,56 1,20 2,255 0,0138
Пары
тяжелого
бензина
112-117 185 9,60 8,16 0,85 2,211 0,0101
Из
данных
этой
таблицы
видно
,
что
между
основными
показателями
традиционного
(
водяного
пара
)
и
углеводородных
отпаривающих
агентов
имеются
существенные
разницы
.
Так
,
например
,
динамическая
вязкость
перегретого
водяного
пара
составляет
16,2
·
10
-6
Па
·
с
,
а
пары
легкого
и
тяжелого
бензинов
имеют
значение
этого
показателя
соответственно
8,56
·
10
-6
и
8,16
·
10
-6
Па
·
с
.
А
кинематическая
вязкость
водяного
пара
12,6
мм
2
/
с
,
при
этом
легкий
и
тяжелый
бензин
имеют
значение
этого
показателя
соответственно
1,20
мм
2
/
с
и
0,85
мм
2
/
с
.
Отсюда
видно
,
что
кинематическая
вязкость
углеводородных
паров
в
среднем
12
раза
меньше
,
чем
вязкость
водяного
пара
.
Если
принимать
во
внимание
,
что
скорость
молекулярной
и
конвективной
диффузии
в
большей
степени
зависит
от
величины
вязкости
среды
,
то
становится
понятным
положительный
эффект
применения
в
качестве
отпаривающего
агента
углеводородных
паров
вместо
водяного
пара
.
Этот
фактор
также
способствует
ускорению
процессов
тепло
-
и
массообмена
при
ректификации
с
применением
углеводородных
испаряющих
агентов
вместо
водяного
пара
.

40
В
процессе
перегонки
наряду
с
массообменом
происходит
интенсивный
теплообмен
между
пузырьков
паровой
фазы
,
имеющей
высокую
температуру
и
жидкой
фазой
,
имеющей
более
низкую
температуру
.
Значение
коэффициента
теплоотдачи
можно
определить
через
критериальное
уравнение
,
посредством
обобщенного
критерия
Нуссельта
Nu
,
включающий
модифицированный
критерий
Рейнольдса
Re
и
критерий
Прандтля
Р
r:
2
1
Pr
Re
n
n
C
Nu
.
(1)
Для
широкого
диапазона
давлений
можно
определить
из
уравнения
3
1
3
2
Pr
Re
125
,
0
Nu
(2)
определялся
критерий
Nu
и
далее
значение
коэффициента
теплоотдачи
α
при
пузырьковом
режиме
кипения
жидкости
определялось
из
выражения
:
l
Nu
,
(3)
где
С
,
п
1
,
п
2
–
постоянные
;
α
–
коэффициент
теплоотдачи
,
Дж
/(
м
2
·К
);
l
–
характерный
линейный
размер
процесса
теплоотдачи
–
радиус
пузыря
отпаривающего
агента
,
м
;
λ
–
коэффициент
теплопроводности
,
Вт
/(
м·К
).
Определение
коэффициента
теплоотдачи
паровой
фазы
при
ректификации
НГК
смесей
по
этой
методике
показал
,
что
коэффициент
теплоотдачи
водяного
пара
составляет
27,03
Дж
/(
м
2
·К
),
а
углеводородного
отпаривающего
агента
(
с
учетом
состава
углеводорода
С
2
–
С
10
)
этот
показатель
составляет
от
55,4
до
277,32
Дж
/(
м
2
·К
).
Значение
коэффициента
массоотдачи
в
фазах
зависит
от
физико
-
химических
характеристик
этой
фазы
и
самого
компонента
.
Определение
массообменных
коэффициентов
экспериментальным
путем
очень
сложно
.
Расчет
коэффициента
массоотдачи
основывается
на
расчетах
критериальных
уравнений
,
описывающих
параметры
процесса
.
Количество
распределяемой
массы
описываются
законами
Фика
и
конвективной
диффузии
.
Сравнение
уравнений
этих
законов
dF
c
dF
dn
dc
D
служит
основой
вывода
уравнения
диффузионного
критерия
Нуссельта
D
l
Nu
Д
,
(4)
где
l
–
характерный
линейный
размер
.
В
выражении
критерия
Нуссельта
содержится
искомая
величина
–
коэффициент
массоотдачи
β
.
Для
определения
диффузионного
критерия
Нуссельта
для
тарельчатых
колонн
рекомендовано
следующее
уравнение
24
,
0
72
,
0
5
,
0
'
д
Re
Pr
69
,
0
Ga
Nu
.
(5)
Из
уравнения
(4)
выводиться
уравнение
коэффициента
массоотдачи
β
:
l
D
Nu
Д
.
(6)
Применение
вместо
водяного
пара
углеводородного
отпаривающего
агента
меняет
параметры
массоотдачи
в
паровой
фазе
и
значения
характеризующих
критерий
.
Исходя
из
этого
,
нами
проведены
расчеты
значений
коэффициента
массоотдачи
при
ректификации
НГК
смесей
с
применением
различных
отпаривающих
агентов
.
В
качестве
альтернативных

41
отпаривающих
агентов
водяному
пару
(
ВП
)
служили
пары
углеводородов
:
пары
легкого
(
ЛБ
)
и
тяжелого
(
ТБ
)
бензина
.
В
качестве
распределяемых
веществ
были
выбраны
фракции
(
пределы
кипений
фр
.1 – 60–80
о
С
,
фр
.2 –
120–130
о
С
и
фр
.3 – 170–180
о
С
)
нефтегазоконденсатной
смеси
.
Рассчитывался
коэффициент
массоотдачи
при
скорости
отпаривающего
агента
в
свободном
сечении
аппарата
w
=0,6
м
/
с
,
высоте
слоя
светлой
жидкости
над
тарелкой
h
=0,05
м
и
температуре
системы
180
о
С
.
Результаты
расчета
коэффициента
массоотдачи
в
паровой
фазе
при
применении
различных
отпаривающих
агентов
приведены
в
табл
. 2.
Таблица
2
Значения
коэффициента
массоотдачи
в
паровой
фазе
[
β
y
,
м
/
ч
]
при
отпаривании
фракций
НГК
смеси
с
использованием
различных
отпаривающих
агентов
Фракции
Параметры
Отпаривающий
агент
Водяной
пар
пары
ЛБ
пары
ТБ
Фракция
1
Pr
4,23 –
0,41
Re
·
10
–3
0,85
–
3,53
Ga
·
10
–6
0,99
–
1700
β
у
·
10
–3
,
м
/
ч
5,72 –
20,2
Фракция
2
Pr
5,69 1,88 –
Re
·
10
–3
0,85
7,8
–
Ga
·
10
–6
0,99
82,8
–
β
у
·
10
–3
,
м
/
ч
5,32
15,5
–
Фракция
3
Pr
6,38 2,12
0,55
Re
·
10
–3
0,85 7,8
3,53
Ga
·
10
–6
0,99 82,8
1700
β
у
·
10
–3
,
м
/
ч
5,03 14,6
17,5
Результаты
расчетов
показывают
,
что
среднее
значение
коэффициента
массоотдачи
в
паровой
фазе
при
отпаривании
вышеуказанных
фракций
водяным
паром
составило
5,52
·
10
3
м
/
ч
,
а
значение
коэффициента
массоотдачи
при
отпаривании
парами
ЛБ
– 15,1
·
10
3
м
/
ч
,
парами
ТБ
– 18,8
·
10
3
м
/
ч
.
В
межфазном
пограничном
слое
происходит
резкое
изменение
концентраций
диффундируемого
компонента
;
поскольку
в
этой
области
потока
скорость
процесса
определяется
молекулярной
диффузией
,
роль
конвективной
диффузии
мала
.
Это
объясняется
тем
,
что
на
границе
раздела
фаз
усиливается
тормозящее
действие
сил
трения
между
фазами
и
сил
поверхностного
натяжения
.
Нами
расчетным
путем
определена
толщина
пограничной
пленки
,
создаваемой
углеводородными
отпаривающими
агентами
(
парами
ЛБ
и
ТБ
)
и
ВП
при
распределении
фракций
фр
.1,
фр
.2
и
фр
.3.

42
Результаты
определения
толщины
пограничной
пленки
,
образуемой
различными
отпаривающими
агентами
и
значения
критерий
Шмидта
(
Sc
),
Рейнольдса
(Re)
и
Шервуда
(
Sh
)
систематизированы
в
табл
. 3.
Таблица
3
Толщина
пограничной
пленки
,
создаваемая
отпаривающими
агентами
Распределяемый
компонент
Отпаривающий
агент
Sc Re
·
10
–3
Sh
·
10
–4
δ
,
мкм
Фр
.1
ВП
1,765
2,38
1,11
4,49
Пары
ТБ
0,415
35,3
13,7
0,36
Фр
.2
ВП
2,039
2,38
1,20
4,17
Пары
ЛБ
0,606
24,2
10,5
0,47
Фр
.3
ВП
2,282
2,38
1,27
3,95
Пары
ЛБ
0,684
24,2
11,2
0,45
Пары
ТБ
0,555
35,3
15,9
0,32
Полученные
результаты
показывают
,
что
при
распределении
фракций
фр
.1,
фр
.2
и
фр
.3
средняя
толщина
пограничных
пленок
,
создаваемых
традиционным
и
альтернативными
агентами
,
составила
:
водяным
паром
4,2
·
10
–6
м
,
а
парами
ЛБ
этот
показатель
снизился
до
0,46
·
10
–6
м
и
парами
ТБ
–
до
0,34
·
10
–6
м
.
С
целью
исследования
массообмена
при
отпаривании
фракций
НГК
смеси
рассчитан
коэффициент
массопередачи
.
Использование
традиционного
отпаривающего
агента
показывает
среднее
значение
коэффициента
массопередачи
k
[
м
/
ч
]
при
распределении
фр
.1 – 1168,3.
Этот
же
параметр
имеет
следующие
значения
при
использовании
углеводородного
отпаривающего
агента
:
пары
ЛБ
– 1509,9
и
пары
ТБ
– 1716,5.
Третья
глава
«
Влияние
интенсифицирующего
фактора
на
технологические
показатели
сухой
перегонки
жидких
углеводородов
»
посвящена
вопросам
исследования
влияния
интенсифицирующего
фактора
на
технологические
показатели
сухой
перегонки
жидких
углеводородов
.
Изменение
традиционного
отпаривающего
агента
на
углеводородные
способствуют
увеличению
коэффициента
массоотдачи
в
паровой
фазе
,
уменьшению
толщины
диффузионной
пограничной
пленки
и
улучшению
других
тепло
-
и
массообменых
показателей
процесса
перегонки
НГК
смеси
.
Степень
интенсификации
массоотдачи
.
.
.
.
п
в
в
у
I
определена
в
виде
отношения
значений
коэффициента
массоотдачи
в
углеводородных
отпаривающих
агентах
(
β
у
.
в
.
)
к
значению
этого
показателя
в
ВП
(
β
в
.
п
.
).
Полученные
результаты
исследования
по
применению
углеводородных
паров
вместо
водяного
пара
,
используемых
в
качестве
отпаривающего
агента
,
показывают
увеличение
коэффициента
массоотдачи
в
углеводородных
парах
в
среднем
на
3,2
раза
.
На
рис
. 1.
приведены
результаты
определения
степени

43
интенсификации
массоотдачи
в
паровой
фазе
при
отпаривании
фракций
НГК
смеси
с
использованием
паров
ЛБ
и
ТБ
в
качестве
отпаривающего
агента
относительно
ВП
.
I
β
2,4
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
3,3
3,4
3,5
3,6
Пары
ЛБ
Пары
ТБ
Отпаривающий
агент
0
2
4
6
8
10
12
14
Пары
ЛБ
Пары
ТБ
Отпаривающий
агент
( –
фр
.1, –
фр
.2, –
фр
.3)
Рис
. 1.
Изменение
степени
интенсификации
массоотдачи
в
паровой
фазе
(
I
β
)
при
отпаривании
фракций
с
использованием
углеводородных
отпаривающих
агентов
( –
фр
.1, –
фр
.2, –
фр
.3)
Рис
. 2.
Степень
уменьшения
толщины
пограничных
пленок
(
I
δ
),
образуемых
в
паровой
фазе
при
отпаривании
фракций
с
использованием
углеводородных
отпаривающих
агентов
Нами
определена
степень
уменьшения
толщины
пограничной
пленки
в
паровой
фазе
(
I
δ
)
при
применении
углеводородного
пара
для
отпаривания
распределяемых
фракций
(
фр
.1,
фр
.2
и
фр
.3)
получена
,
отношением
этой
толщины
,
образуемой
ВП
(
δ
в
.
п
.
)
к
толщине
пограничной
пленки
,
образуемой
углеводородным
(
δ
у
.
в
.
)
паром
(
.
.
.
.
в
у
п
в
I
).
Уменьшение
толщины
диффузионной
пленки
наглядно
приведено
на
рис
. 2.
Результаты
расчетов
показывают
,
что
уменьшение
толщины
пограничных
пленок
относительно
ВП
при
отпаривании
с
использованием
паров
ЛБ
составляет
8,8
раза
,
а
при
применении
паров
ТБ
– 12,4
раза
.
Определенные
параметры
массообмена
при
отпаривании
фракций
нефтегазоконденсатной
смеси
послужат
параметрами
для
определения
степени
интенсификации
коэффициент
массопередачи
.
В
качестве
распределяемых
компонентов
были
фракции
НГК
смеси
фр
.1,
фр
.2
и
фр
.3,
традиционный
отпаривающий
агент
–
перегретый
ВП
.
Альтернативными
отпаривающими
агентами
для
исследования
интенсификации
массообмена
служат
пары
ЛБ
и
ТБ
.
Отношение
коэффициента
массопередачи
при
применении
в
качестве
отпаривающего
агента
углеводородных
паров
(
k
у
.
в
.
)
к

44
коэффициенту
массопередачи
при
применении
ВП
(
k
в
.
п
.
)
показывает
степень
увеличения
массопередачи
.
.
.
.
п
в
в
у
k
k
k
I
(
рис
. 3).
Анализ
диаграммы
приведенной
на
этой
рисунке
показывает
,
что
при
применении
углеводородного
отпаривающего
агента
коэффициент
массопередачи
увеличился
относительно
ВП
в
среднем
на
25 %.
Результаты
исследований
теплообмена
при
перегонке
жидких
смесей
показывают
,
что
применение
углеводородов
в
качестве
отпаривающих
агентов
позволяет
интенсифицировать
процесс
теплоотдачи
в
паровой
фазе
.
Соотношение
коэффициента
теплоотдачи
в
углеводородных
парах
(
I
у
.
в
.
)
к
значению
этого
параметра
в
водяном
паре
(
I
в
.
п
.
),
показывает
степень
его
увеличения
(
I
α
).
Учитывая
,
что
в
составе
углеводородных
отпаривающих
агентов
в
основном
углеводороды
с
количеством
атомов
углерода
от
С
5
до
С
10
,
то
среднее
степени
увеличения
их
коэффициентов
теплоотдачи
составляет
7,2
раза
(
табл
. 4).
Таблица
4
Значения
коэффициентов
теплоотдачи
в
паровой
фазе
для
водяного
пара
и
углеводородов
при
2,6
атм
. 473
К
Паровая
фаза
α
,
Дж
/(
м
2
·К
)
.
.
п
в
I
Водяной
пар
27,03
-
Этан
55,39 2,05
Пропан
76,31 2,82
Бутан
83,28 3,08
Пентан
90,77 3,36
Гексан
98,95 3,66
Гептан
227,88 8,43
Октан
255,02 9,43
Нонан
271,73 10,05
Декан
277,32 10,26
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
I
k
Пары
ЛБ
Пары
ТБ
Отпаривающий
агент
( –
фр
.1, –
фр
.2, –
фр
.3)
Рис
. 3.
Изменение
интенсивности
коэффициента
массопередачи
(
I
k
)
при
отпаривании
фракций
с
использованием
альтернативного
отпаривающего
агента

45
В
процессе
ректификации
отпаривающий
агент
непосредственно
вводится
в
массу
перегоняемой
жидкости
,
что
приводит
к
понижению
парциального
давления
,
которое
должны
иметь
углеводородные
пары
,
чтобы
жидкость
закипела
;
это
позволяет
вести
перегонку
при
более
низкой
температуре
.
В
качестве
отпаривающего
агента
может
быть
использован
любой
химически
нейтральный
или
,
как
говорят
,
инертный
газ
или
пар
,
например
азот
или
двуокись
углерода
.
Однако
при
этом
возникают
дополнительные
проблемы
,
связанные
с
последующим
улавливанием
этого
газа
или
пара
и
его
отделением
от
трудноожижаемого
,
в
этих
условиях
,
дистиллята
.
Принципиальная
схема
переноса
вещества
между
фазами
представлена
на
рис
. 4.
При
этом
в
жидкой
фазе
концентрация
рассматриваемого
компонента
больше
равновесной
,
т
.
е
.
компонент
переходит
из
жидкой
фазы
в
паровую
фазу
.
Перенос
вещества
к
границе
раздела
фаз
осуществляется
двумя
путями
:
конвективной
диффузией
,
т
.
е
.
в
результате
движения
макроскопических
частиц
данной
фазы
,
и
молекулярной
диффузией
–
в
результате
движения
молекул
через
слой
данной
фазы
.
Поэтому
в
каждой
фазе
различают
ядро
,
т
.
е
.
основная
часть
потока
данной
фазы
,
в
котором
перенос
вещества
обусловлен
,
главным
образом
,
конвективной
диффузией
,
и
пограничные
слои
толщиной
δ
у
и
δ
х
,
примыкающие
к
границе
раздела
фаз
,
где
массоперенос
вызывается
,
в
основном
,
молекулярной
диффузией
.
Роль
этой
диффузии
усиливается
по
мере
приближения
к
границе
раздела
фаз
.
Толщина
пограничного
слоя
зависит
от
скорости
движения
фаз
.
Поскольку
в
ядре
потока
частицы
вещества
интенсивно
перемешиваются
,
в
соответствии
двух
пленочной
модели
массопереноса
Льюиса
-
Уитмена
считается
,
что
в
пределах
ядра
потока
концентрации
не
изменяются
(
рис
. 4),
а
все
изменения
концентраций
в
каждой
фазе
происходит
в
пределах
пограничного
слоя
.
Значение
плотности
углеводородов
и
нефтепродуктов
имеет
особое
место
для
их
качественной
характеристики
.
Важное
значение
этот
показатель
имеет
также
при
конструктивно
-
расчетных
исследований
,
так
и
для
практической
работы
на
местах
производства
,
транспортировки
и
потребления
нефтепродуктов
.
Плотность
нефти
,
газового
конденсата
,
их
смесей
,
дистиллятных
фракций
,
легкого
и
тяжелого
бензина
,
а
также
мазута
определялась
двумя
методами
–
с
использованием
ареометра
и
пикнометра
.
Из
анализа
результатов
лабораторных
исследований
следует
,
что
с
увеличением
количества
нефти
в
составе
смеси
нефть
/
газовый
конденсат
плотность
изменятся
в
пределах
752,1 – 822,7
кг
/
м
3
(
при
определении
ареометром
)
и
в
пределах
755,0 – 823,1
кг
/
м
3
(
при
определении
пикнометром
).
Легкий
бензин
имеет
плотность
ρ
=718,3
кг
/
м
3
,
тяжелый
бензин
ρ
=747,0
кг
/
м
3
,
газовый
конденсат
ρ
=755,0
кг
/
м
3
,
а
мазут
имеет
плотность
ρ
=947,9
кг
/
м
3
,
значительно
превышающую
плотность
нефти
–
823,1
кг
/
м
3
.
В
более
широком
интервале
температуры
,
т
.
е
.
до
300 °
С
,
зависимость
плотности
(
кг
/
м
3
)
от
температуры
рассчитывается
по
уравнению
А
.
К
.
Мановяна

46
1000
)
20
(
)
68
,
0
(
1200
)
20
(
58
,
0
1000
20
4
20
4
20
4
4
t
t
t
t
. (7)
а
б
а
–
паровая
фаза
–
водяной
пар
;
б
–
паровая
фаза
–
углеводородный
пар
,
δ
х
,
δ
у
–
толщина
пограничной
пленки
соответственно
жидкой
и
паровой
фаз
;
F
–
поверхность
раздела
фаз
,
х
и
х
р
–
концентрация
соответственно
в
ядре
жидкой
фазе
и
равновесная
с
ней
концентрация
Рис
. 4.
Двухпленочная
модель
массопереноса
Льюиса
-
Уитмена
Коэффициент
вязкости
является
одной
из
основных
физико
-
химических
констант
,
характеризующих
вещество
в
жидком
и
газообразном
состоянии
.
Результаты
исследований
свидетельствуют
о
том
,
что
с
увеличением
доли
газового
конденсата
в
составе
смеси
(
нефть
+
газовый
конденсат
)
кинематическая
вязкость
уменьшается
от
2,58
до
0,66
мм
2
/
с
.
Мазут
имеет
кинематическую
вязкость
ν
=5,0
мм
2
/
с
,
это
почти
в
2
раза
больше
вязкости
нефти
ν
=2,58
мм
2
/
с
.
Легкий
бензин
имеет
кинематическую
вязкость
ν
=0,59
мм
2
/
с
,
а
тяжелый
бензин
ν
=0,71
мм
2
/
с
.
Как
видно
из
табл
. 5
с
увеличением
числа
атомов
углерода
в
молекуле
паров
и
газов
углеводорода
наблюдается
уменьшение
показателя
динамической
вязкости
.
Лабораторное
определение
тепловых
свойств
–
дело
весьма
сложное
.
Исходя
из
этого
,
в
процессе
расчета
технологических
параметров
применяются
обобщенные
эмпирические
формулы
или
графики
.
Теплофизические
показатели
углеводородов
зависят
от
их
молекулярного
состава
,
строения
молекул
и
внешних
условий
.
Эти
показатели
углеводородных
смесей
и
их
фракций
зависят
от
соответствующих
свойств
компонентов
,
тесно
увязаны
с
плотностью
,
молекулярной
массой
,
средней
температурой
кипения
углеводорода
.
При
определении
теплоемкости
наилучшие
результаты
для
прямогонных
фракций
имеет
формула
Ватсона
-
Нильсона
.
Она
включает

47
самые
необходимые
физико
-
химические
параметры
исследуемого
углеводорода
.
С
р
=(1,46538+0,230274*
K
w
)*((0,6811-0,308*
15
15
)+(0,000815-
-0,000306*
15
15
)*(1,8*t+32)), (8)
где
K
w
-
характеристический
фактор
Ватсона
,
учитывающий
различия
в
групповом
углеводородном
составе
.
Таблица
5
Таблица
динамической
(
μ
)
и
кинематической
(
ν
)
вязкости
жидких
и
газообразных
углеводородов
при
температуре
200
о
С
и
давлении
0,26
МПа
№
Углеводороды
Газ
,
μ
,
мкПа
·
с
Жидкость
,
μ
,
мкПа
·
с
Газ
,
ν
,
мм
2
/
с
Жидкость
,
ν
,
мм
2
/
с
1
Водяной
пар
16,2 – 12,6 –
2
Пары
ЛБ
8,56 153 1,24 0,264
3
Пары
ТБ
8,14 164 0,88 0,271
4
Фракция
1
8,56
153
1,24
0,264
5
Фракция
2
8,16
159
0,85
0,272
6
Фракция
3
7,98
169
0,63
0,279
Обобщая
результаты
определения
теплоемкости
жидких
углеводородов
можно
выявить
тенденцию
снижения
теплоемкости
углеводородов
по
мере
повышения
их
плотности
,
т
.
е
.
повышение
,
в
составе
углеводородных
смесей
,
высокомолекулярных
компонентов
способствует
снижению
теплоемкости
смеси
.
В
табл
. 6
приведены
результаты
определения
теплоемкости
углеводородов
по
уравнению
Ватсона
-
Нильсона
.
Таблица
6
Теплоемкость
фракций
нефтегазоконденсатной
смеси
,
кДж
/(
кг·К
)
Фр
.1
Фр
.2
Фр
.3
Легкий
бензин
Бензин
Тяжелый
бензин
Керосин
Легкий
газойль
Тяжелый
газойль
2,28 2,25 1,99
2,29 2,24 2,21 1,98 1,965 1,95
Фракционный
состав
жидких
углеводородов
определяется
путем
разделения
по
температурам
кипения
.
Совокупность
выхода
(
в
процентах
по
массе
или
объему
)
отдельных
фракций
,
выкипающих
в
определенных
температурных
диапазонах
,
показывает
фракционный
состав
жидкого
углеводорода
.

48
Проведено
определение
фракционного
состава
всех
полученных
образцов
дистиллятов
.
Определены
температуры
начала
, 10 %, 90 %
и
конца
кипения
дистиллятных
фракций
,
полученных
отпариванием
различными
отпаривающими
агентами
.
Выполнены
сравнения
показателей
фракций
основного
опыта
с
соответствующими
показателями
контрольного
опыта
.
Результаты
этих
сравнений
показывают
,
что
10 %
бензиновой
фракции
отпаренного
ЛБ
отгоняется
при
84
о
С
,
тогда
как
отпаренного
ВП
отгоняется
при
86
о
С
.
При
этом
также
наблюдается
снижение
температуры
90 %
отгона
и
конца
кипения
образца
отпаренного
парами
ЛБ
на
2
и
3
о
С
соответственно
.
Начало
кипения
керосиновой
фракции
отпаренного
парами
ЛБ
составляет
156
о
С
,
а
10 %
образца
разгоняется
при
температуре
166
о
С
,
тогда
как
отпаренного
ВП
эти
параметры
имеют
гораздо
низкие
значения
– 152
и
161
о
С
. 90 %
образца
керосиновой
фракции
,
отпаренного
ВП
разгоняется
при
температуре
202
и
температура
конца
кипения
этой
фракции
составляет
222
о
С
,
а
образец
этой
фракции
,
отпаренный
парами
ЛБ
имеет
более
низкие
значения
этих
параметров
,
и
составляют
соответственно
200
и
219
о
С
.
Температура
начала
кипения
дизельной
фракции
,
отпаренной
парами
ЛБ
,
составляет
, 217
о
С
,
а
10 %
образца
разгоняется
при
температуре
233
о
С
,
тогда
как
отпаренный
ВП
образец
имеет
более
низкие
значения
этого
параметра
– 212
и
228
о
С
соответственно
.
Отпаренный
ВП
образец
дизельной
фракции
имеет
температуру
разгонки
90 % - 309
о
С
,
а
температура
конца
кипения
составляет
329
о
С
.
Последние
параметры
образца
,
отпаренного
парами
ЛБ
,
имеют
более
низкие
температуры
– 306
и
326
о
С
соответственно
.
Таким
образом
,
сравнение
фракционных
составов
бензиновой
,
керосиновой
и
дизельной
дистиллятных
фракций
полученных
ректификацией
и
отпариванием
с
применением
различных
отпаривающих
агентов
(
ВП
и
паров
ЛБ
)
показывает
,
что
при
использовании
углеводородного
отпаривающего
агента
четкость
разделения
дистиллятных
фракций
повысилась
на
6-8
о
С
.
Керосиновая
фракция
,
отпаренная
водяным
паром
,
имеет
температуру
вспышки
в
закрытом
тигле
33
о
С
,
а
отпаренная
эта
фракция
углеводородным
паром
35
о
С
,
а
также
дизельная
фракция
имеет
соответствующие
параметры
83
о
С
и
88
о
С
.
Определение
содержания
воды
в
дистиллятах
показал
ее
отсутствие
в
них
,
при
применении
углеводородного
отпаривающего
агента
,
а
при
применении
водяного
пара
содержание
воды
составило
:
в
бензине
– 0,04 %,
в
керосине
и
в
дизельной
фракции
– 0,01 %.
Четвертая
глава
диссертации
«
Экспериментальное
исследование
процесса
ректификации
нефтегазоконденсатной
смеси
»
посвящена
экспериментальному
исследованию
процесса
ректификации
нефтегазоконденсатной
смеси
.
В
опытах
по
изучению
влияния
отпаривающего
агента
были
подготовлены
11
образцов
смеси
с
различным
содержанием
нефти
и
газового
конденсата
.
Во
всех
опытах
объем
НГК
смеси
и
отпаривающего
агента
был
постоянным
.
При
этом
температура
начала

49
кипения
образованных
смесей
изменялась
от
65
до
84 °
С
;
температура
конца
кипения
340 °
С
.
В
этих
экспериментах
измерялись
объемы
полученных
светлых
фракций
,
мазута
и
потери
.
Затем
рассчитывались
изменение
увеличения
выхода
светлых
фракций
за
счет
использования
углеводородных
паров
вместо
ВП
.
Из
анализа
экспериментальных
данных
,
следует
,
что
при
применении
углеводородного
отпаривающего
агента
вместо
ВП
степень
увеличения
выхода
светлых
дистиллятных
фракций
из
НГК
смесей
изменяется
в
зависимости
от
состава
смеси
2,60 ÷ 2,91 %
об
. (
в
среднем
2,75 %
об
.).
И
за
счет
этого
выход
мазута
сократился
и
составил
от
9,49
до
6,86 %
вместо
от
12,05
до
9,22
при
использования
ВП
.
На
рисунках
5
и
6
проиллюстрированы
изменения
выхода
светлых
фракций
и
отбора
мазута
из
сырья
.
Пятая
глава
«
Разработка
промышленно
-
технологической
схемы
сухой
перегонки
нефтегазоконденсатной
смеси
с
применением
углеводородного
отпаривающего
агента
»
посвящена
разработке
рекомендации
по
промышленному
применению
метода
сухой
перегонки
и
расчету
технологических
параметров
его
эффективности
.
Рабочая
производительность
по
сырью
линии
ЭЛОУ
АВТ
-1
Ферганского
НПЗ
составляет
порядка
600
тыс
.
т
/
год
.
При
этом
в
качестве
испаряющего
агента
подается
перегретый
водяной
пар
расходом
1,65
т
/
час
.
В
печи
предварительно
отбензиненное
сырье
нагревается
и
поступает
в
основную
атмосферную
колонну
.
Из
пароперегревателя
,
в
низ
колонны
под
нижнюю
тарелку
в
качестве
испаряющего
агента
,
подается
перегретый
водяной
пар
.
При
этом
он
имеет
следующие
параметры
:
давление
0,35
МПа
,
температура
в
пределах
415 °
С
.
Доля
газоконденсата
в
смеси
, %
об
.
6,0
7,0
8,0
9,0
10,0
11,0
12,0
13,0
0
10 20 30 40 50 60 70 80 90 100
Вы
хо
д
ма
зу
та
, %
.
Доля
газоконденсата
в
смеси
, %
об
.
–
перегонка
с
парами
тяжелого
бензина
;
–
перегонка
с
водяным
паром
Рис
. 5.
Зависимость
выхода
светлых
фракций
из
состава
нефтегазоконденсатной
смеси
–
перегонка
с
парами
тяжелого
бензина
;
–
перегонка
с
водяным
паром
Рис
. 6.
Зависимость
отбора
мазута
из
состава
нефтегазоконденсатной
смеси

50
Для
вывода
боковых
фракций
(
керосина
и
дизельного
топлива
)
колонны
на
АВТ
-1
Ферганского
НПЗ
предусмотрены
две
отпарных
колонн
(
стриппинги
).
В
каждую
из
них
,
для
улучшения
качества
выводимых
фракций
,
предусмотрена
подача
водяного
пара
.
Он
имеет
те
же
параметры
,
как
и
при
его
подаче
в
атмосферную
колонну
.
Разработана
рациональная
технологическая
схема
подвода
углеводородного
отпаривающего
агента
(
УП
)
в
атмосферную
ректификационную
и
стриппинг
колонны
установки
АВТ
-1
Ферганского
НПЗ
(
рис
. 7).
Пары
бензина
и
отпаривающего
агента
,
получаемые
с
верха
1
,
2
–
сепараторы
;
3
–
водяной
доохладитель
;
4 –
воздушные
конденсаторы
;
5
-
атмосферная
ректификационная
колонна
К
-4;
6
–
стриппинг
керосина
;
7
стриппинг
дизельной
фракции
;
8
–
теплообменник
;
9
–
насос
(
компрессор
);
10
–
емкость
для
сбора
углеводородного
отпаривающего
агента
;
11
–
емкость
;
12
–
насос
орошения
верха
колонны
;
I
–
керосин
;
II
–
дизельная
фракция
;
III
–
мазут
;
IV
–
отпаривающий
агент
,
FI
–
расходомеры
,
Т
I
–
термометры
,
N
–
клапаны
Рис
. 7.
Принципиальная
схема
подвода
углеводородного
отпаривающего
агента
к
ректификационным
колоннам
АВТ
-1
атмосферной
колонны
,
конденсируются
,
охлаждаются
в
воздушных
конденсаторах
(4),
водяных
доохладителях
(3)
и
поступают
в
сепаратор
(2).
Для
создания
острого
орошения
верха
колонны
из
этого
сепаратора
подается
бензин
.
Легкие
углеводороды
из
сепаратора
(2)
через
дополнительный
сепаратор
(1)
поступают
в
емкость
для
сбора
УП
(10).
Далее
из
нее

51
углеводородные
пары
компрессором
(9),
через
теплообменник
(8)
и
регулирующий
клапан
,
нагнетаются
в
линию
отпаривающего
агента
подаваемого
в
ректификационную
колонну
.
Линия
водяного
пара
до
соединения
с
линией
углеводородного
пара
имеет
регулирующий
клапан
.
Эти
клапаны
служат
для
плавного
перехода
технологии
от
одного
отпаривающего
агента
другому
.
Первая
порция
УП
будет
приведена
в
емкость
для
сбора
углеводородного
отпаривающего
агента
(10)
из
емкости
(11).
Далее
,
нагнетенный
компрессором
УП
,
перегреваясь
в
теплообменнике
(8),
а
также
проходя
через
колонны
(5,6,7)
и
ряд
конденсаторов
и
охладителей
поступает
в
сепаратор
(2).
Из
верха
сепаратора
(2)
углеводородные
пары
поступают
в
сепаратор
(1),
где
дополнительно
отделяются
от
остаточного
конденсата
,
и
далее
из
его
верха
легкие
углеводороды
подаются
в
емкость
для
сбора
углеводородного
отпаривающего
агента
(10).
Из
этой
емкости
УП
через
компрессор
(9)
и
теплообменник
поступает
в
ректификационные
колонны
.
Таким
образом
,
УП
будет
циркулироваться
в
замкнутом
цикле
.
При
необходимости
из
емкости
(11)
будет
осуществляться
подпитка
этого
цикла
необходимым
количеством
отпаривающего
агента
.
Проведен
анализ
изменения
тепловой
нагрузки
на
конденсатор
при
конденсации
и
охлаждения
отпаривающих
агентов
за
счет
замены
ВП
на
УП
(
табл
. 7).
Анализ
данных
этой
таблицы
показывает
,
что
соотношение
тепловой
нагрузки
конденсатора
при
использовании
ВП
(
третий
столбец
)
к
тепловой
нагрузке
при
использовании
УП
(
шестой
столбец
)
составляет
:
I
Q.
к
.
=2100/111=10,8.
Этот
показатель
,
указывает
на
то
,
что
ВП
создает
тепловую
нагрузку
конденсатору
10,8
раз
больше
чем
УП
.
Таблица
7
Показатели
тепловой
нагрузки
конденсатора
АВТ
-1
Ферганского
НПЗ
Расход
отпари
-
вающего
агента
, %
Водяной
пар
Углеводородный
пар
Экономия
энергии
,
кВт
Степень
уменьшения
общей
тепловой
нагрузки
Общая
тепловая
нагрузка
с
ВП
,
кВт
Тепловая
нагрузка
ВП
,
кВт
Доля
тепловой
нагрузки
ВП
в
общем
балансе
, %
Общая
тепловая
нагрузка
с
УП
,
кВт
Тепловая
нагрузка
УП
,
кВт
Доля
тепловой
нагрузки
УП
в
общем
ба
лансе
, %
1 2 3 4 5 6 7 8 9
2,2 3200 1200 37,5 2111 111 5,3 1089 1,52
3 3800 1800
47,7 2166
166,5 7,7 1634 1,75
4 4400 2400
54,4 2222 222 10 2178
1,98
5 5000 3000
60,0
2277,5
277,5
12,2
2723
2,20
6 5600 3600
64,3 2333 333 14,3 3267 2,40
Анализ
диаграммы
,
приведенной
на
рис
. 8
показывают
,
что
с
увеличением
расхода
отпаривающего
агента
с
2
до
6 %
тепловая
нагрузка
,
оказываемая
ВП
,
возрастает
с
1200
до
3600
кВт
(
первая
колонна
),
а
при
этом

52
общая
,
в
смеси
с
бензиновыми
парами
,
от
3200
до
5600
кВт
(
вторая
колонна
).
А
при
применении
УП
конденсатор
нагружается
от
111
кВт
до
333
кВт
(
третья
колонна
),
общая
тепловая
нагрузка
,
в
смеси
с
бензиновыми
парами
,
изменяется
с
2111
до
2333
кВт
(
четвертая
колонна
).
0
1000
2000
3000
4000
5000
6000
Q
ко
нд
,
кВт
2,0
3,0
4,0
5,0
6,0
G
отп
.
аг
,%
0
10
20
30
40
50
60
70
I
Q.
ко
нд
,%
2,0
3,0
4,0
5,0
6,0
G
отп
.
аг
,%
-
ВП
; -
смесь
ВП
и
бензиновых
паров
; -
УП
; -
смесь
УП
и
бензиновых
паров
Рис
. 8.
Тепловая
нагрузка
конденсатора
в
зависимости
от
применяемого
отпаривающего
агента
и
его
расхода
-
доля
тепловой
нагрузки
ВП
;
-
доля
тепловой
нагрузки
УП
Рис
9.
Доля
тепловой
нагрузки
отпаривающего
агента
в
процессе
конденсации
в
зависимости
от
применяемого
отпаривающего
агента
и
его
расхода
Соотношением
тепловых
нагрузок
отпаривающих
агентов
(
третий
и
шестой
столбцы
)
к
общим
тепловым
нагрузкам
,
создаваемым
смесями
отпаривающего
агента
и
бензиновых
паров
(
второй
и
пятый
столбцы
),
определяется
ее
доля
в
общем
тепловом
балансе
(
четвертый
и
седьмой
столбцы
).
Эти
расчеты
процесса
конденсации
,
показывают
(
рис
. 9),
что
доля
тепловой
нагрузки
водяного
пара
составляет
от
37
до
64% (
темные
столбцы
)
общей
тепловой
нагрузки
,
а
при
использовании
углеводородного
отпаривающего
агента
,
этот
показатель
составляет
лишь
5-14 % (
светлые
столбцы
).
Анализ
процесса
конденсации
показывает
,
что
при
расходе
отпаривающего
агента
2 %
тепловая
нагрузка
конденсатору
,
создаваемая
смесью
УП
и
паров
бензина
1,52
раза
меньше
чем
нагрузка
,
создаваемая
смесью
паров
бензина
и
ВП
.
При
достижении
расхода
отпаривающего
агента
6 %,
этот
показатель
увеличивается
до
2,4
раза
,
т
.
е
.
при
использовании
УП
в
качестве
отпаривающего
агента
,
конденсатор
будет
принимать
тепловую
нагрузку
2,4
раза
меньше
чем
при
применении
водяного
пара
(
девятый
столбец
таблицы
7).
Проведенные
сравнительные
материально
-
тепловые
балансы
свидетельствуют
о
том
,
что
применение
технологии
сухой
перегонки
НГК

53
смесей
способствует
снижению
теплоэнергетических
затрат
на
66,4 %
за
счет
замены
и
рециркуляции
отпаривающего
агента
.
Шестая
глава
«
Экономическая
эффективность
применения
сухой
перегонки
нефтегазоконденсатной
смеси
»
посвящена
расчету
экономической
эффективности
применения
этого
метода
в
условиях
АВТ
-1
Ферганского
НПЗ
.
Проведены
расчеты
затрат
,
связанные
с
отпаривающими
агентами
в
существующей
технологии
и
сухой
перегонке
.
Анализ
расчетов
показывает
,
что
теплоэнергетические
расходы
при
сухой
перегонке
составляет
на
66,4 %
меньше
чем
при
существующей
технологии
.
Годовой
расход
перегретого
водяного
пара
на
линии
АВТ
-1
Ферганского
НПЗ
(
при
333
суток
эксплуатации
в
год
)
составляет
13200
т
.
Результаты
расчета
ожидаемого
экономического
эффекта
от
применения
метода
сухой
перегонки
нефтегазоконденсатной
смеси
приведены
в
табл
. 8.
Таблица
8
Результаты
расчета
ожидаемого
экономического
эффекта
от
применения
метода
сухой
перегонки
нефтегазоконденсатной
смеси
в
условиях
ЭЛОУ
АВТ
-1
Ферганского
НПЗ
№
Показатели
экономической
эффективности
Ед
.
изм
.
Коли
-
чество
Стоимость
единицы
,
тыс
.
сум
Годовая
экономия
,
тыс
.
сум
1
Уменьшение
затрат
на
создание
отпарывающего
агента
-
перегретого
водяного
пара
Гкал
/
год
9240 46,365 428412
2
Увеличение
выхода
светлых
фракций
т
/
год
3102 794,2 2463608
3
Уменьшение
затрат
на
рекуперацию
кислых
вод
т
/
год
13200 4,3
56760
4
Уменьшение
затрат
электроэнергии
на
конденсаторах
кВт
/
год
207792
0,1385 28779
5
Устранение
уноса
бензина
конденсатом
водяного
пара
т
/
год
13,2 1051 13873
6
Суммарный
годовой
экономический
эффект
2991432
Наряду
с
экономическим
эффектом
от
его
внедрения
технологии
сухой
перегонки
,
также
достигается
экономия
ресурсов
,
улучшается
экологическая
обстановка
окружающей
среды
,
увеличивается
эффективность
регенерации
тепла
и
уменьшается
расход
оборотной
воды
.

54
ЗАКЛЮЧЕНИЕ
1.
На
основе
интенсификации
массообменных
процессов
путем
замены
традиционного
отпаривающего
агента
(
перегретого
водяного
пара
)
на
углеводородные
пары
,
впервые
созданы
научные
основы
новой
технологии
–
сухой
перегонки
нефтегазоконденсатных
смесей
в
ректификационной
колонне
,
позволяющей
сэкономить
теплоэнергетические
затраты
на
66,4 %.
2.
Исследования
толщины
пограничной
диффузионной
пленки
при
ректификации
нефтегазоконденсатной
смеси
с
использованием
углеводородных
отпаривающих
агентов
показали
,
что
толщина
этих
пленок
,
в
среднем
в
10,6
раза
меньше
толщины
,
образуемой
водяным
паром
.
3.
Анализ
применения
в
качестве
отпаривающего
агента
углеводородных
паров
вместо
водяного
пара
при
перегонке
нефтегазоконденсатной
смеси
,
показал
,
что
увеличение
коэффициента
массоотдачи
в
паровой
фазе
составило
в
среднем
3,2
раза
.
4.
Степень
повышения
коэффициента
массопередачи
при
ректификации
нефтегазоконденсатной
смеси
составила
в
среднем
1,25
раз
в
зависимости
от
применяемого
отпаривающего
агента
и
распределяемой
фракции
.
5.
Предложена
технологическая
схема
подвода
углеводородных
паров
в
ректификационные
колонны
для
проведения
перегонки
нефтегазоконденсатной
смеси
,
при
этом
появляется
возможность
уменьшения
расхода
отпаривающего
агента
на
11,7%.
6.
Разработана
энергосберегающая
технология
на
основе
рециркуляции
углеводородных
паров
,
которая
имеет
ряд
преимуществ
:
исключение
применения
водяного
пара
,
увеличение
выхода
светлых
фракций
,
отсутствие
влаги
в
топливных
фракциях
,
уменьшение
энергетических
затрат
в
процессе
конденсации
;
устранение
уноса
бензиновой
фракции
конденсатом
водяного
пара
,
увеличение
отбора
топливных
фракций
на
2,67%,
уменьшение
коррозии
аппаратуры
,
улучшение
экологической
обстановки
производства
и
др
.
7.
Установлены
оптимальные
условия
проведения
процесса
ректификации
при
применении
технологии
сухой
перегонки
нефтегазоконденсатной
смеси
с
использованием
рециркуляции
1,46
т
/
час
(
на
11,7 %
меньше
чем
водяной
пар
)
углеводородных
паров
.
8.
Установлено
улучшение
четкости
разделения
дистиллятных
фракций
на
5-7
о
С
при
использовании
углеводородного
отпаривающего
агента
по
сравнению
с
водяным
паром
за
счет
интенсивного
массообмена
между
паровой
и
жидкой
фаз
.
9.
Показано
снижение
тепловой
нагрузки
в
процессе
конденсации
более
чем
в
10
раз
при
использовании
углеводородного
отпаривающего
агента
по
сравнению
с
водяным
паром
за
счет
превосходства
теплофизических
свойств
альтернативного
испаряющего
агента
.
10.
Расчетный
годовой
экономический
эффект
за
счет
применения
нового
метода
сухой
перегонки
нефтегазоконденсатной
смесей
для
линии
ЭЛОУ
АВТ
-1
Ферганского
НПЗ
производительностью
по
сырью
600
тыс
.
т
в
год
составляет
более
500
млн
.
сум
.

55
SCIENTIFIC COUNCIL ON AWARD SCIENTIFIC DEGREE
OF DOCTOR OF SCIENCES 16.07.2013.
Т
.08.01 AT
TASHKENT CHEMICAL-TECHNOLOGICAL INSTITUTE
TASHKENT STATE TECHNICAL UNIVERSITY
INSTITUTE OF GENERAL AND INORGANIC CHEMISTRY
ABDURAKHMONOV OLIM
CREATION OF SCIENTIFIC BASES OF TECHNOLOGY OF DRY
DISTILLATION OIL-GAS CONDENSATE MIXES
BY AN INTENSIFICATION MASS-EXCHANGE
02.00.08 - Chemistry and technology of oil and gas
(technical science)
ABSTRACT OF DOCTORAL DISSERTATION
Tashkent city – 2015

56
Theme of doctoral dissertation is registered at the Higher Attestation Commission under
Cabinet of Ministers of the Republic of Uzbekistan
№
12.05.2015/B2015.1.T464.
Doctoral dissertation is carried out at the Tashkent state technical university and Institute of
General and Inorganic Chemistry.
Abstract of dissertation in three languages (uzbek, russian, english) is placed on the web page to
the address
www.tkti
and information-education portal Ziyonet to the address
www.ziyonet.uz
Official opponents:
Leading organization:
Abidova Muhabbat Fazilovna
doctor of technical sciences, professor,
academician of the Academy of Sciences of the
Republic of Uzbekistan
Saydakhmedov Igamberdi Mukhtarovich
doctor of chemical sciences, professor
Abdurakhimov Saidakbar Abdurakhmonovich
doctor of technical sciences, professor
“UzLITINeftgaz”
Defense will take place « ___ » ________ 2015 at «___» at the meeting of scientific council
number 16.07.2013.T.08.01 at Tashkent chemical-technological institute to address: 32 Navoi
str.,Tashkent city, 100011 Uzbekistan, Ph.: (+99871) 244-79-20, Fax: (+99871)244-79-17, e-mail:
tkti@mail.uz.
The doctoral dissertation is registered at Information-resource center of Tashkent chemical-
technological institute
№
__. It ispossibletoreview it in the IRC (32, Navoi str., Tashkent city, 100011
Uzbekistan, Ph./Fax: (+99871) 244-79-20).
Abstract of dissertation sent out on «___» ________ 2015 year.
(mailing report No. ____dated _________ 2015).
S. M. Turobjonov
Chairman of scientific council on award of
scientitic degree of doctor of sciences,
d.t.s., professor
A.
S. Ibadullaev
Scientific secretary of scientific council on
award of scietific degree of the doctor
of science d.t.s., professor
G. R. Rahmanberdiev
Chairman of a scientific seminar under
scientific council on award of an academic
degree of doctor of sciences, d.ch.s., professor

57
INTRODUCTION (Annotation of doctoral dissertation)
Topicality and demand of the subject of dissertation.
The sharp increase
all over the world number of cars and various vehicles demands manufacture
qualitative motor fuel on basis energy-savings technologies. Since 2005 on present
time all over the world the oil recovery and gas has increased more than by 55 %,
and investigation of their underground stocks more than 3 times. Manufacture
motor fuels from oil-gas condensate (OGC) mixes is based on the expense of a
considerable quantity of energy and use of difficult devices. Last years
requirements of quality motor fuels steadily grow, and at the same time instability
on quantity and the prices of oil raw materials all over the world is observed.
Technical and technological updating of oil refining factories, application energy-
saving manufacture methods are the basic criteria providing decrease of expenses
by manufacture of mineral oil, in particular motor fuel and improvements of their
quality. The above-stated strategic directions of development of manufacture in oil
and gas branch correspond to a complex of actions for development of the
enterprises.
As is known, manufacture motor fuels from oil-gas condensate mixes is based
on one of power-intensive processes - difficult distillation (rectification). Thus now
as the steaming agent it is used superheated water steam. Analyses show, that the
negative phenomena listed more low confirm an urgency of the spent researches on
perfection of theoretical and applied bases of application of the hydrocarbon
steaming agent at reception motor fuel from oil-gas condensate mixes, an
intensification mass exchange and definition of efficiency of application of
hydrocarbon steaming agents:
considerable power and technological expenses of
manufacture superheated water steam; giving of water steam in rectification
columns causes formation, in the course of condensation of hydrocarbon steams, a
water condensate. In turn the branch of a water condensate from the received
fractions demands special devices, carrying out of technological processes of
clearing and additional power expenses; water steam and its condensate, being in
structure of a mix of hydrocarbons, reduce intensity heat-mass-exchange processes
and efficiency of technological indicators
оборудований
for their realization; high
value of warmth of condensation of water steams (2260 kJ/kg) concerning this
parameter at hydrocarbon steams (250-350 kJ/kg) promotes increase in power
expenses at their condensation; the water condensate promotes strengthening of
corrosion of contacting surfaces of devices; as a part of a water condensate there
are rests of mineral oil, sulphurous and others the chemical compounds demanding
additional expenses, connected with their removal and recycling. In turn these
impurity aggravate manufacture environmental problems; watering of distillation
fractions (especially avia-kerosene and diesel fuel) a condensate of water steam
demands additional expenses connected with their dehydration.
Dissertational work is directed the decision in defined to degree of problems
resulted in resolution of the President of the Republic of Uzbekistan the
№
PR-916
dated July 15, 2008 y. «About additional measures for stimulation of introduction
of innovative projects and technologies in production» and the
№
PR-1442 dated

58
December 15, 2010 y. «On the priorities of industrial development of Uzbekistan
in 2011-2015».
Conformity of research on priority directions on development of science
and technologies of the Republic of Uzbekistan.
Dissertational research it is
executed according to priority directions of development of a science and
technologies: 7 - Chemical technologies and nanotechnologies (2007–2011 yy),
PPI-13 - «Working out of effective methods of search, investigation, an estimation,
extraction and complex processing of a fuel-mineral-raw material resource,
recycling and uses of a waste of a mining complex» (2007–2011 yy).
Review of international scientific research devoted the theme of
dissertation.
In the advanced research centers and the higher educational
institutions of the world, including Chicago university, Colorado school of mines,
Shell Global Solutions Inc. (USA), Japan Petroleum Institute, Tokyo national
university (Japan), Royal Military College of Canada (Canada), French Petroleum
Institute (France) are conducted scientific researches on increase of efficiency and
an intensification of processing of liquid hydrocarbons.
As a result of the scientific researches spent in the world on distillation
perfection oil-gas condensate mixes following scientific and practical results, in
particular, are received: effective ways of an intensification of process of
rectification are developed at processing of liquid hydrocarbons (Australian
institute of petroleum, Australia); high-efficiency contact devices for perfection of
process of rectification are created at oil refining (Japan Petroleum Institute,
Japan); improvement of quality of production at reception motor fuel from liquid
hydrocarbons the technique of definition of influence of technological parameters
in the course of distillation (Research Institute of Petroleum Processing Germany,
Indian Institute of Petroleum India) also is developed.
Now scientific researches in such priority directions as an intensification
mass-exchange to rectification column by application recirculation the alternative
steaming agent, perfection of scientific both practical bases and increase of
efficiency of distillation oil-gas condensate mixes are conducted.
Degree of study of problem.
Now in scientific works of large scientists
(O.F.Glagoleva, V.M.Kapustin, S.A.Ahmetov, A.S.Bagaturov, A.K.Manovjan,
etc.) conclusions are drawn on perspectivity of application of stripping agents,
alternative to water steam, such as nitrogen, oxide and carbon dioxide, and also
inert gases. Technological and constructive decisions of a problem of reduction of
water steam as stripping agent in the course of distillation were offered by many
researchers and experts of the given branch.
Thanks to proceedings of scientists of Uzbekistan - Abidova M. F., Salimov
Z.S., Narmetova G. R., Azizov U.A., Ikramov A.I., Tashmuhamedova A.K.,
Hamidov B.N., Mahkamov H.M., Yunusov M. P., Saydakhmedov Sh.M.,
Turobjonov S.M., Kadirov I.K., Saydakhmedov I.M., Abdurahimov S.A. etc. was
received by development of a science in the field of chemistry, technology and
processes and devices oil-gas manufacture. Yusupbekov N.R., Gulyamov Sh.M.,
Artikov A.A., Mannanov U.V., Nurmuhamedov H.S., Dodaev K.O., Dzhuraev
H.F. etc. successfully conducted researches in the field of processes and devices of

59
chemical and food technology, and also mathematical modeling of processes of
distillation of multi-component mixes.
For reduction of power losses and quantity overheated water steam a number
of researchers offers various variants on change of the scheme of distillation of the
oil, based on creation of additional heating a bottom product by "hot stream».
However in references there are no deep studies on application of hydrocarbon
steams as the stripping agent instead of overheated water steam at rectification of
an OGC mix. Also there is no information about an intensification mass-exchange
process at rectification of liquid hydrocarbons with application of alternative
stripping agents. Existing literary materials and other theoretical results of
researches do not give sufficient possibility for the all-round analysis of process of
rectification with application of the hydrocarbon stripping agent.
Taking into consideration lacks of application of water steam as the stripping
agent, last years in world oil refining appears the tendency to essential restriction
of its application and transfer rectification installations on technology of dry
distillation. In this connection in the field of oil refining there was a new actual
scientific and technical problem on replacement of water steam on alternative
stripping agents in the course of distillation of the hydrocarbon raw materials,
connected with necessity of creation of scientific bases of new technology - dry
distillation of liquid hydrocarbons and working out of an effective method of
division of raw materials on fuel fractions.
Connection of dissertation research with the plans of scientific-research
works.
Dissertational work was carried out according to scientific and technical
«Creation of highly effective technology of rectification oil-gas-condensate mixes
on the basis of intensification mass-exchange processes»
№
FA-
А
13-
Т
001 (2012-
2014 yy) and innovative «Preparation of scientific and technical documents of
technology of dry distillation oil-gas condensate mixes and carrying out of its trial
tests»
№
7-FA-0-10065 (2014-2015 yy) by projects of Institute of the general and
inorganic chemistry. The economic contracts concluded with Bukhara (
№
09-21-
222/026 dated 30.12.2009;
№
77/026 from 25.03.2012) and Fergana (
№
404 dated
19.04.2014) by oil refining factories are executed in a combination to practical
results of the given dissertational work.
Purpose of research.
Creation of scientific bases energy-saving technologies
of dry distillation of oil-gas-condensate mixes by a process intensification of mass
given in a steam phase application of the hydrocarbon steaming agent at reception
motor fuel.
To achieve this goal the following
tasks of research
are solved:
research of mass given in a steam phase at the expense of reduction of a
thickness of a boundary film between contacting phases at division oil-gas-
condensate mixes a method of dry distillation;
definition of increase in factor heat exchange in a steam phase for the account
application of the alternative steaming agent which have high values criterion of
hydrodynamic and thermal similarity;

60
studying of reduction of a thickness of a boundary film at distillation oil-gas-
condensate mixes at the expense of application of the alternative steaming agents
having preferable physical and chemical property in comparison with water steam;
definition of optimum parameters of process of rectification oil-gas-
condensate mixes at recirculation hydrocarbonic steaming agents;
creation energy-saving technologies of dry distillation oil-gas-condensate
mixes to rectification column excluding formations of moisture in fuel distillate
fractions;
working out of the basic scheme of a supply of the hydrocarbon stripping
agent to rectification columns of technological block ELOU AVT-1 Fergana OR;
calculation of economic benefit of application of technology of dry
distillation of oil-gas-condensate mixes on line ELOU AVT-1 Fergana OR.
As a result of spent theoretical and experimental researches the scientific and
technical Above noted problem is solved by perfection of scientific bases of dry
distillation oil-gas-condensate the mixes, based on a process intensification mass-
exchange in a steam phase and working out of highly effective technology of
distillation of raw materials with recirculation the hydrocarbon steaming agent.
Objects of research
are oil, a gas condensate and their mixes, and also
rectification process oil-gas-condensate raw materials.
Subject of research:
the hydrocarbon steam applied as the steaming agent.
Methods of research.
At performance of dissertational work methods of
theoretical bases of chemical technology, processes and oil refining and gas
devices are used.
For studying of fractional structure of oil, gas condensate, and also their
mixes and distillate fractions are used the device for distillation of liquid
hydrocarbons. Measurements of technological parameters are spent by traditional
methods and laboratory-measuring devices. Processing of results theoretical and
experimental researches is spent with use of methods of the theory of similarity
and modeling. In work performance are involved methodologies of the analysis
difficult mass-exchange the processes occurring at distillation. At studying mass-
exchange parameters of process of rectification methods of computer research are
used. Experimental researches are executed on laboratory rectification
installations.
Scientific novelty of dissertation research
lies in the following:
the new technology of dry distillation oil-gas-condensate the mixes, based on
an intensification mass-exchange processes by replacement of the traditional
steaming agent by hydrocarbon steams is created;
reached intensification in a steam phase mass given more than three times at
the expense of reduction 10 times thickness of a boundary film between contacting
phases, and head given 6 times at the expense of high values criterion of
hydrodynamic and thermal similarity at division oil-gas condensate mixes a
method of dry distillation;
process change mass-exchange is shown at distillation oil-gas condensate
mixes at the expense of considerable difference between physical and chemical
properties of hydrocarbon and water steams;

61
technological parameters of processes of dry distillation oil-gas condensates
mixes defined by recirculation 1,46 t/hour of hydrocarbon stripping agents through
a rectification column are defined;
series of values increase of factor of diffusion taking into account change of
molecular weight of hydrocarbons was defined by the settlement;
improvement of clearness of division distillate fractions on 5-7
o
S is
established at use of the hydrocarbon stripping agent in comparison with water
steam at the expense of intensive mass-exchange between steam and liquid phases;
decrease in thermal loading in the course of condensation more than in 10
times is shown at use of the hydrocarbon stripping agent in comparison with water
steam at the expense of the superiority thermal properties of the alternative
stripping agent.
Practical results of research
consist in the following:
decrease in the expense of the stripping agent on 11,7 % at the expense of a
difference between specific thermal capacities of water steam (
С
WS
=1,974 kJ/kg·K)
and hydrocarbon steams (
С
HS
=2,211 kJ/kg·K);
the increase in an exit of fuel fractions from oil-gas-condensate raw materials
on 2,67 % at the expense of a process intensification mass-exchange (Act IGNC
А
S RUz from 10.01.2012 year) is reached;
the technology of distillation oil-gas-condensate mixes on a basis
recirculation of the hydrocarbon stripping agents, promoting economy of heat
power expenses for 66,4 % due to replacement of the stripping agent and excluding
moisture formations in fuel distillation (gasoline, kerosene and diesel) fractions is
developed energy-saving. Thus calculations are executed taking into account heat
power expenses of devices established at application of technology of dry
distillation. (Act of scientific and technical council Fergana OR
№
1/09 dated
11.02.2015 year).
Reliability of obtained results.
Validity of scientific positions, conclusions
and recommendations there is not doubts as they are established on the basis of
modern methods of the researches which are based on theoretical bases of
chemical technology, processes and oil refining and gas devices.
Theoretical and practical value of the research results.
The theoretical
importance of the present dissertation work consists in the following: results of the
spent researches can be used by working out of methods of perfection, an
intensification and optimization of processes heat- and mass-exchange
(distillations, absorptions, desorption, evaporation, heating, cooling and
condensation), proceeding in systems a liquid-steam.
The practical importance of work consists of following results:
scientific bases of new technology - dry distillation of oil-gas-condensate
mixes by an intensification warmly- and mass-exchange at the expense of
application as the stripping agent of hydrocarbon steams are created;
the intensification design procedure warmly- and mass-exchange parameters
of process of distillation oil-gas-condensates mixes with application of the
hydrocarbon stripping agent is offered;
developed new energy-saving the technology - dry distillation of oil-gas-

62
condensates mixes on a basis on recirculation the hydrocarbon stripping agent,
allowing to exclude use of the expensive energy carrier - water steam, and also
excluding moisture presence in fuel distillate (gasoline, kerosene and diesel)
fractions.
Realization of results.
The intensification in a steam phase is reached, at
rectification oil-gas condensate mixes with application of the hydrocarbon
steaming agent, mass given more than three times at the expense of reduction 10
times thickness of a boundary film between contacting phases, and heat given in 6
times at the expense of high values criterion of hydrodynamic and thermal
similarity of the alternative steaming agent. The technology of dry distillation oil-
gas-condensate mixes is accepted to introduction Fergana OR on line ELOU AVT-
1 by productivity on raw materials of 600 thousand tons in year and annual
economic benefit of application makes more than 500 million sum (act Fergana
OR dated 10.02.2015 year and the letter
№
01/32 dated 26.03.2015 year).
Approbation of work.
Dissertation’s substantive provisions are discussed at
various scientific and scientifically-practical conferences: 15th and 16th
International conferences «Oil and gas of Uzbekistan» (Tashkent 2011 and 2012);
VIII th International scientific and technical conference «Technical and technology
of food manufactures» (Mogilyov, Belarus, 2011); VI International scientific and
technical conference «Modern technical and technologies of mountain-
metallurgical branch and a way of their development» (Navoi, 2013); The
international scientific and technical conference «the Condition and prospects of
innovative ideas and technologies in the field of petro chemistry» (Fergana, 2015);
VIII International scientific and technical conference «mountain-metallurgical a
complex: achievements, problems and development modern lines» (
Навои
, 2015);
the International scientifically-practical conference «Actual problems of spheres of
chemical technology» (Bukhara, 2015); Republican scientific-technical conference
«Actual problems of oil refining and gas of Uzbekistan» (Tashkent, 2012);
Scientific-practical conference «Oil-gas processing-2012» (Ufa, 2012); Republican
conference of young scientists «Science. Formation. Youth». Devoted to the 55
anniversary of Almaty technological university (Almaty, 2012); XIX Mendeleev
congress on general and applied chemistry. Volume 2, Chemistry and technology
of materials, including nonmaterial (Volgograd, Russia, 2011); Republican
scientific-practical conference «Actual problems of clearing of oil and gas from
impurity various physical and chemical methods» (Karshi, 2011); Republican
scientific-practical conference «Role of innovative technologies in the decision of
actual problems of the industrial enterprises» (Karshi, 2013); Republican
scientific-practical conference «Innovative workings out and prospects of
development of chemical technology of silicate materials» (Tashkent, 2012);
Republican scientific-practical conference «Actual problems of use of alternative
energy sources» (Karshi, 2014); II Republican scientific-technical conference
«Manufacture modernization, technical and technological equipment, innovations,
economically effective methods and nonconventional decisions» (Fergana, 2013).
Dissertational work is discussed on a faculty Academic council «Oil and gas» the
Tashkent state university, in November 20, 2014; on Scientific and technical

63
council Fergana OR in February 12, 2015; on incorporated seminar of laboratories
«Processes and devices of chemical technology», «Oil chemistry», «Chemical
technology» and «Superficially active substances» of institute of general and
inorganic chemistry
А
S RUz. in February 20, 2015; in Scientific seminar of the
Tashkent chemical-technological institute in May 14, 2015.
Publication of results.
The basic results of dissertational work are reflected
in 2 monographies, one of which is published in Germany (in English), in 31
articles, from them 2 USA, 1 in Bulgaria, and also 34 theses of reports of the
international and republican scientific conferences. 2 patents RUz for useful model
are received. Results of dissertational work were exposed in V, VI and VII
Republican fairs of innovative ideas, technologies and projects.
Structure and volume of dissertation.
Dissertational work is stated on 186
pages of the computer text, includes 57 tables, 29 drawings. Consists of
introduction and 6 heads, the conclusion, the list of the used literature from 200
bibliographic names and the appendix.
MAIN CONTENTS OF DISSERTATION
The introduction
of the problem urgency is proved, the modern condition of
a question is stated the purpose and research problems are formulated, scientific
novelty of the received results is shown, theoretical and practical value of
positions, conclusions and the concrete recommendations formulated in the
dissertation is opened.
In the first chapter
“Modern condition of technology, processes and devices
of primary distillation oil-gas condensate mixes”
of dissertation are analyzed a
condition and tendencies of development of the theory and technical of distillation
of oil-gas-condensates mixes. Primary distillation on the basis of rectification
receive hydrocarbon fractions which form a basis commodity fuel wide assortment
of quality and application sphere. At rectification OGC mixes as the stripping agent
water steam is used. It is entered in rectification and distillation columns in the
form of sharp steam. Depending on a technological mode the total expense of the
water steam used as the stripping agent, makes 2,0-6,5 % from quantity of raw
materials. Lacks giving overheated water steam in rectification columns as the
stripping agent are resulted.
From the analysis of a modern condition of the theory and practice of
distillation of liquids follows, that in references specific features and lacks of
application of water steam is widely resulted at rectification of hydrocarbon raw
materials. In works of large scientists of oil refining the above-stated negative
moments of use overheated water steam, as the stripping agent are shined, at
rectification of liquid hydrocarbons. The main objective of the present research
was formed of this analysis. Such statement of a question assumes the decision
above-stated concrete and little-study research problems. Successful performance
of tasks in view will allow to create scientific bases energy-saving technologies of
dry distillation oil-gas-condensate mixes by a process intensification mass given in

64
a steam phase and to develop the basic scheme of a supply of the hydrocarbon
stripping agent to rectification to columns.
The second chapter of the dissertation
“Researches of processes warmly-
and mass-exchange at rectification oil-gas condensate mixes with recirculation
the hydrocarbon steaming agent”
is devoted research of processes warmly - and
mass-exchange at rectification oil-gas-condensates mixes with application of
recirculation the hydrocarbon stripping agent.
For carrying out of researches by definition of influence of the stripping agent
on those or other indicators of process of distillation definition and the comparative
analysis of the cores physical and chemical and thermal properties of stripping
agents is spent at temperature of 200
о
S and pressure 0,26
М
P
а
(table 1).
Table 1
The cores physical and chemical and thermal properties of stripping
agents (at 200
о
S and 0,26
М
P
а
)
There are essential differences from data of this table it is visible, that
between the basic indicators traditional (water steam) and hydrocarbon stripping
agents. So, for example, dynamic viscosity overheated water steam makes
16,2
·
10
-6
P
а
·
s, and steams of easy and heavy gasoline matter this indicator
accordingly 8,56
·
10
-6
and 8,16
·
10
-6
P
а
·
s. and kinematic viscosity of water steam
12,6
·
10
-6
m
2
/s, thus easy and heavy gasoline matter this indicator accordingly
1,20
·
10
-6
m
2
/s and 0,85
·
10
-6
m
2
/s. From here it is visible, that kinematic viscosity
of hydrocarbonic steams on the average 12 times is less, than viscosity of water
steam. If to take into consideration, that speed molecular and convective diffusions
in more degrees depends on size of viscosity of environment there is clear a
positive effect of application as the stripping agent of hydrocarbon steams instead
of water steam. This factor also promotes acceleration of processes warmly - and
mass given at rectification with application of hydrocarbon evaporating agents
instead of water steam.
In the course of distillation along with mass-exchange there is an intensive
heat exchange between vials of the steam phase having a heat and a liquid phase,
having lower temperature. Value of factor of heat exchange can be defined by the
criterial equation, by means of the generalized Nusselt's
Nu
criterion, which
including modified Reynolds's Re criterion and Prandtl's
Р
r criterion:
2
1
Pr
Re
n
n
C
Nu
. (1)
Stripping
agent
M
,
kg/kmol
V
,
sm
3
/mol
ρ
,
kg/m
3
μ
,
mkPa
·
s
ν
,
mm
2
/s
С
р
,
kJ/kg
·
K
λ
,
Wt/m
·
К
Water steam
18
18,9
1,286 16,2 12,6 1,974 0,0275
Steams easy
gasoline
84-89 140,6 6,90 8,56 1,20 2,255 0,0138
Steams
heavy
gasoline
112-117 185 9,60 8,16 0,85 2,211 0,0101

65
For a wide range of pressure it is possible to define from the equation
3
1
3
2
Pr
Re
125
,
0
Nu
(2)
Criterion
Nu
and further value of factor heat exchange
α
was defined at
bubble mode of boiling of a liquid was defined from expression:
l
Nu
, (3)
where
C,
п
1
,
п
2
- constants;
α
- factor heat exchange, J/(m
2
·К
);
l
- the characteristic
linear size of process heat exchange – radius of a bubble of the stripping agent, m;
λ
- heat conductivity factor, Wt/(m
·К
).
Factor definition of heat exchange a steam phase at rectification of OGC
mixes by this technique has shown, that the factor heat exchange water steam
makes 27,03 J/(m
2
·К
), and (taking into account structure of hydrocarbon
С
2
-
С
10
)
this indicator makes the hydrocarbon stripping agent from 55,4 to 277,32 J/(m
2
·К
).
Value of factor mass given in phases depends on physical and chemical
characteristics of this phase and the component. Definition of mass-exchange
factors by experimental way is very difficult. Calculation of factor mass given is
based on calculations of criterial the equations describing parameters of process.
Quantity of the distributed weight is described by laws Fick's and convective
diffusions. Comparison of the equations of these laws
dF
c
dF
dn
dc
D
forms a basis of a conclusion of the equation diffusion criterion of the Nusselts
D
l
Nu
Д
, (4)
where
l
- the characteristic linear size.
In expression of the Nusselts criterion the required size - factor mass given
β
contains. For definition diffusion of the Nusselts criterion for the plate columns is
recommended the following equation
24
,
0
72
,
0
5
,
0
'
д
Re
Pr
69
,
0
Ga
Nu
. (5)
(4) to be deduced from the equation of the factor equation of mass given
β
:
l
D
Nu
Д
. (6)
Application instead of water steam of the hydrocarbon stripping agent
changes parameters of mass given in a steam phase and values characterizing
criterion. Proceeding from it, we carry out calculations of values of factor mass
given at rectification of OGC mixes with application of various stripping agents.
As alternative stripping agents water steam (WS) was served by steams of
hydrocarbons: steams light (LG) and heavy (HG) gasoline. As distributed
substances fractions (limits of boiling fr.1 - 60-80
o
S, fr.2 - 120-130
o
S and fr.3 -
170-180
o
S) OGC mixes have been chosen. The factor oil-gas-condensate was
calculated at speed of the stripping agent in free section of device
w
=0,6 of m/s,
height of a layer of a light liquid over a plate
h
=0,05 m and temperature of system
of 180
o
S.
Results of calculation of factor mass given in a steam phase at application of
various stripping agents are resulted in table 2.

66
Table 2
Values of factor of mass given in a steam phase [
β
y
, m/h] at stripping
fractions of a OGC mix with use of various stripping agents
Fractions Parameters
Stripping agent
Water steam Steams LG Steams HG
Fr.1
Pr
4,23 – 0,41
Re
·
10
–3
0,85
–
3,53
Ga
·
10
–6
0,99
–
1700
β
у
·
10
–3
, m/h
5,72
–
20,2
Fr. 2
Pr
5,69 1,88 –
Re
·
10
–3
0,85
7,8
–
Ga
·
10
–6
0,99
82,8
–
β
у
·
10
–3
, m/h
5,32
15,5
–
Fr. 3
Pr
6,38 2,12 0,55
Re
·
10
–3
0,85 7,8 3,53
Ga
·
10
–6
0,99 82,8 1700
β
у
·
10
–3
, m/h
5,03 14,6 17,5
Results of calculations show, that average value of factor mass-exchange in a
steam phase at stripping the above-stated fractions water steam has made 5,52
·
10
3
m/h, and value of factor mass-exchange at stripping in steams LG - 15,1
·
10
3
m/h,
steams HG - 18,8
·
10
3
m/h.
In an interphase interface layer there is a sharp change of concentration of
diffusing component; as in this area of a stream speed of process is defined by
molecular diffusion, the role convective diffusions is small. This results from the
fact that on border of section of phases braking action of power of a friction
between phases and power of a superficial tension amplifies.
We define by settlement a thickness of the boundary film created by
hydrocarbon stripping agents (by steams LG and HG) and WS at distribution of
fractions fr.1, fr.2 and fr.3.
Results of definition of a thickness of a boundary film, organized various
stripping agents and values Schmidt's criterion (
Sc
), Reynolds (Re) and Sherwood
(
Sh
) are systematized in table 3.
The received results show, that at distribution of fractions fr.1, fr.2 and fr.3 an
average thickness of the boundary films created traditional and alternative agents,
has made: water steam of 4,2
·
10
-6
m, and steams LG this indicator has decreased to
0,46
·
10
-6
m and steams HG - to 0,34
·
10
-6
m.
With a research objective of mass exchange at stripping fractions of OGC mix
calculated the factor mass transfer. Use of the traditional stripping agent shows
average value of factor mass transfer
k
[m/h] at distribution fr.1 - 1168,3. The same
parameter has following values at use of the hydrocarbon stripping agent: steams
LG - 1509,9 and steams HG - 1716,5.

67
Table 3
The thickness of a boundary film created by stripping agents
Proportion
component
Stripping agent
Sc Re
·
10
–3
Sh
·
10
–4
δ
, mkm
Fr.1
WS 1,765
2,38
1,11
4,49
Steams HG
0,415
35,3
13,7
0,36
Fr.2
WS 2,039
2,38
1,20
4,17
Steams LG
0,606
24,2
10,5
0,47
Fr.3
WS 2,282
2,38
1,27
3,95
Steams LG
0,684
24,2
11,2
0,45
Steams HG
0,555
35,3
15,9
0,32
The third chapter
“Influence of the intensifying factor on technological
indicators of dry distillation of liquid hydrocarbons”
is devoted questions of
research of influence of the intensifying factor on technological indicators of dry
distillation of liquid hydrocarbons. Change of the traditional stripping agent on the
hydrocarbon promote factor increase mass given in a steam phase, to reduction of a
thickness diffusion a boundary film and to improvement of others warmly - and
mass-exchange indicators of process of distillation of a OGC mix.
Intensification degree of mass given
.
.
.
.
s
w
s
h
I
is defined in the form of
the relation of values of factor mass given in hydrocarbon stripping agents (
β
h.s.
) to
value of this indicator in WS (
β
w.s.
). The received results of research on application
of hydrocarbon steams instead of the water steam, used as the stripping agent,
show increase of factor of mass given in hydrocarbon steams on the average on 3,2
times.
On fig. 1. results of definition of degree of an intensification of mass given in
a steam phase are resulted at stripping fractions OGC of a mix with use of steams
LG and HG as the stripping agent rather WS.
We define degree of reduction of a thickness of a boundary film in a steam
phase (
I
δ
) at application of hydrocarbon steam for stripping distributed fractions
(fr.1, fr.2 and fr.3) is received, the relation of this thickness, organized by WS
(
δ
w.s.
) to a thickness of a boundary film, organized by hydrocarbon (
δ
h.c.
) steam
(
.
.
.
.
c
h
s
w
I
). Reduction of a thickness diffusion films is visually resulted on fig.
2. Results of calculations show, that reduction of a thickness of boundary films
rather WS at stripping with use of steams LG makes 8,82 times, and at application
of steams HG - 12,41 times.

68
Certain parameters of mass given at stripping fractions of oil-gas-condensate
mix will serve as parameters for definition of degree of an intensification factor
mass transfer. As distributed components there were mix fractions OGC fr.1, fr.2
and fr.3, the traditional stripping agent - overheated WS. Steams LG and HG are
serve as alternative stripping agents for intensification research mass-exchange.
The factor relation mass transfer at application as the stripping agent of
hydrocarbon steams (
k
h.c.
) to factor mass transfer at application WS (
k
w.s.
) shows
increase degree of mass transfer
.
.
.
.
s
w
c
h
k
k
k
I
(fig. 3). The analysis of the diagram
resulted on this drawing shows that at application of the hydrocarbon stripping
agent the factor of mass transfer has increased rather WS on the average by 25 %.
Results of researches of heat exchange at distillation of liquid mixes show,
that application of hydrocarbons as stripping agents allows to intensify process of
heat exchange in a steam phase. A factor parity heat exchange in hydrocarbon
steams (
α
h.c.
) to value of this parameter in water steam (
α
w.s.
), shows degree of its
increase (
I
α
). Considering, that as a part of hydrocarbon stripping agents basically
hydrocarbons with quantity of atoms of carbon from
С
5
to
С
10
the average of
degree of increase in their factors heat given makes 7,2 times (table 4).
I
β
2,4
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
3,3
3,4
3,5
3,6
Steams LG Steams HG
Stripping agent
0
2
4
6
8
10
12
14
Steams LG Steams HG
Stripping agent
( - fr.1, - fr.2, - fr.3)
Fig 1. Change of degree of an
intensification of mass given in a
steam phase (
I
β
) at stripping fractions
with use of hydrocarbon stripping
agents
( - fr.1, - fr.2, - fr.3)
Fig. 2. Degree of reduction of a
thickness of boundary films (
I
δ
),
organized in a steam phase at
stripping fractions with use of
hydrocarbon stripping agents

69
In the course of rectification
the stripping agent is directly
entered into weight of an
overtaken liquid that leads to fall
partial pressure which
hydrocarbon steams that the liquid
has begun to boil should have; it
allows to conduct distillation at
lower temperature. As the
stripping agent any can be used
any chemically neutral or as they
say, inert gas or steam, for
example nitrogen or carbon
dioxide. However there are the
additional problems connected
with the subsequent catching of
this gas or steam and its branch
from hard to fluidized, in these
conditions, distillate.
The basic scheme of carrying
over of substance between phases
is presented on fig. 4. Thus in a
liquid phase concentration of a
considered component more
equilibrium, i.e. the component
passes from a liquid phase in a steam phase
.
Substance carrying over to border of
section of phases is carried out by two ways:
Table 4
Values of factors heat exchange in a steam phase for water steam
and hydrocarbons at 0,26 MPa 473 K
Steam phase
α
,
j/(m
2
·
K)
.
.
w
s
I
Water steam
27,03
-
Ethane 55,39 2,05
Propane
76,31 2,82
Butane 83,28 3,08
Pentan 90,77 3,36
Geksan 98,95 3,66
Heptane 227,88 8,43
Octane 255,02 9,43
Nonane 271,73 10,05
Decane 277,32 10,26
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
I
k
Steams LG Steams HG
Stripping agent
( - fr.1, - fr.2, - fr.3)
Fig. 3. Change of intensity of factor of
mass transfer (
I
k
) at stripping fractions
with use of the alternative stripping agent

70
convective diffusion, i.e. as a result of movement of macroscopically particles of
the given phase, and molecular diffusion - as a result of movement of molecules
through a layer of the given phase. Therefore in each phase distinguish a kernel, i.e.
The basic part of a stream of the given phase in which substance carrying over is
caused, mainly, by convective diffusion, and interfaces in the thickness
δ
у
and
δ
х
,
adjoining border of section of phases where mass transfer is caused, basically by
molecular diffusion. The role of this diffusion amplifies as approaching border of
section of phases. The thickness of an interface depends on speed of movement of
phases. As in a kernel of a stream of a particle of substance intensively mix up, in
conformity of two film models mass transfer is considered Lewis-Uitmen, that
within a kernel of a stream of concentration do not change (fig. 4), and all changes
of concentration in each phase occurs within an interface.
Value of density of hydrocarbons and mineral oil takes a special place for
their qualitative characteristic. The great value has this indicator also at
constructive-settlement researches, and for practical work on places of
manufacture, transportation and consumption of mineral oil. The density of oil, a
gas condensate, their mixes, distillate fractions, easy and heavy gasoline, and also
black oil was defined by two methods - with use aerometry and density bottle.
а
б
a
- a steam phase - water steam;
b
-
a steam phase - hydrocarbon steam,
δ
х
,
δ
у
- a thickness of a boundary film according to liquid and steam phases;
F
- an
interface of phases,
х
and
х
р
- concentration accordingly in a kernel to a liquid
phase and equilibrium concentration with it
Fig. 4. Two-film model mass transfer Lewis-Uitmen
From the analysis of results of laboratory researches follows, that with
increase in quantity of oil as a part of a mix oil/gas condensate density will change

71
within 752,1 - 822,7 kg/m
3
(at definition by aerometry) and within 755,0 - 823,1
kg/m
3
(by definition density bottle). Easy gasoline has density
ρ
=718,3 kg/m
3
,
heavy gasoline
ρ
=747,0 kg/m
3
, a gas condensate
ρ
=755,0 kg/m
3
, and black oil has
density
ρ
the =947,9 kg/m
3
, considerably exceeding density of oil - 823,1 kg/m
3
.
In wider interval of temperature, i.e. to 300 °
С
, dependence density (kg/m
3
)
from temperature by A.K.Manovjan's equation
1000
)
20
(
)
68
,
0
(
1200
)
20
(
58
,
0
1000
20
4
20
4
20
4
4
t
t
t
t
. (7)
The viscosity factor is one of the basic physical and chemical constants
characterizing substance in a liquid and gaseous condition. Results of researches
testify that with increase in a share of a gas condensate as a part of a mix (oil + gas
condensate) kinematic viscosity decreases from 2,58 to 0,66 mm
2
/s. Black oil has
kinematic viscosity
ν
=5,0 mm
2
/s, it almost in 2 times is more than viscosity of oil
ν
=2,58 mm
2
/s. Easy gasoline has kinematic viscosity
ν
=0,59 mm
2
/s, and heavy
gasoline
ν
=0,71 mm
2
/s.
Apparently from table 5 with increase in number of atoms of carbon in a
molecule of steams and hydrocarbon gases reduction of an indicator of dynamic
viscosity is observed.
Table 5
The table dynamic (
μ
) and kinematic (
ν
) viscosity of liquid and gaseous
hydrocarbons at temperature 200
o
S
and pressure 0,26
М
P
а
№
Hydrocarbons Gas,
μ
, mkPa
·
s
Liquid,
μ
, mkPa
·
s
Gas,
ν
, mm
2
/
с
Liquid,
ν
, mm
2
/
с
1
Water
steam
16,2 – 12,6 –
2 Steams
LG
8,56
153
1,24 0,264
3 Steams
HG
8,14
164
0,88 0,271
4 Fraction
1
8,56
153
1,24 0,264
5 Fraction
2
8,16
159
0,85 0,272
6 Fraction
3
7,98
169
0,63 0,279
Laboratory definition of thermal properties is a rather difficult business.
Proceeding from it, in the course of calculation of technological parameters the
generalised empirical formulas or schedules are applied. Thermal properties of
hydrocarbons depend on their molecular structure, a structure of molecules and
external conditions. These indicators of hydrocarbon mixes and their fractions
depend on corresponding properties of components, are closely coordinated to
density, molecular weight, average temperature of boiling of hydrocarbon.
At thermal capacity definition for straight-run distillate fractions Watson-
Nilson formula has the best results. It includes the most necessary physical and
chemical parameters of investigated hydrocarbon.

72
С
р
= (1,46538+0,230274·
K
w
) · ((0,6811-0,308·
15
15
) +
+(0,000815-0,000306·
15
15
) · (1,8·t+32)), (8)
where
K
w
- Watson's considering distinctions in group hydrocarbon structure the
characteristic factor.
Generalizing results of definition of a thermal capacity of liquid hydrocarbons
it is possible to reveal the tendency of decrease in a thermal capacity of
hydrocarbons in process of increase of their density, i.e. increase, as a part of
hydrocarbon mixes, high-molecular components promotes decrease in a thermal
capacity of a mix. In tab. 6 results of definition of a thermal capacity of
hydrocarbons on Watson-Nilsons equation are resulted.
Table 6
Thermal capacity of fractions oil-gas-condensates mixes,
к
J/(kg
·
K)
Fr.1 Fr.2 Fr.3
Light
gasoline
Gasoline
Heavy
gasoline
Kero-
sene
Light
gasoil
Heavy
gasoil
2,28 2,25 1,99
2,29 2,24 2,21 1,98
1,965 1,95
The fractional structure of liquid hydrocarbons is defined by division on
boiling temperatures. Set of an exit (in percentage on weight or volume) the
separate fractions which are boiling away in certain temperature ranges, shows
fractional structure of liquid hydrocarbon.
Definition of fractional structure of all received samples of distillates is spent.
Beginning, 10 %, 90 % and the end boiling temperatures distillate the fractions are
defined received stripping by various stripping agents. Comparisons of indicators
of fractions of the basic experience with corresponding indicators of control
experience are executed. Results of these comparisons show, that 10 % of gasoline
fraction steamed LG distillate off at 84
o
S whereas steamed WS it distillate off at
86
o
S. Thus also decrease in temperature of 90 % distillate and the end of boiling
of the sample steamed in steams LG on 2 and 3
o
S accordingly is observed.
The beginning of boiling of kerosene fraction steamed by steams LG makes
156
o
S, and 10 % of the sample is dispersed at temperature of 166
o
S whereas
steamed WS these parameters have much lower values - 152 and 161
o
S. 90 % of
the sample of the kerosene fraction steamed WS are dispersed at temperature 202
and the temperature of the end of boiling of this fraction makes 222
o
S, and the
sample of this fraction steamed by steams LG has lower values of these
parameters, and make accordingly 200 and 219
o
S.
The temperature of the beginning of boiling of the diesel fraction steamed by
steams LG, makes, 217
o
S, and 10 % of the sample are dispersed at temperature of
233
o
S whereas steamed WS the sample has lower values of this parameter - 212
and 228
o
S accordingly. Steamed WS the sample of diesel fraction has temperature
distillation 90 % - 309
o
S, and the temperature of the end of boiling makes 329
o
S.

73
Last parameters of the sample steamed by steams LG, have lower temperatures -
306 and 326
o
S accordingly.
Thus, comparison of fractional structures gasoline, kerosene and diesel
distillates fractions received by rectification and stripping with application of
various stripping agents (WS and steams LG) shows, that at use of the
hydrocarbon stripping agent clearness of division distillates fractions has raised on
6-8
o
S.
The kerosene fraction steamed by water steam, has flash temperature in
closed crucible 33
o
S, and steamed this fraction hydrocarbon steam of 35
o
S, and
also the diesel fraction has corresponding parameters of 83
o
S and 88
o
S.
Definition of the maintenance of water in distillates has shown its absence in
them, at application of the hydrocarbon stripping agent, and at application of water
steam the water maintenance has made: in gasoline - 0,04 %, in kerosene and in
diesel fraction - 0,01 %.
The fourth chapter of the dissertation
“Experimental research of process of
rectification oil-gas condensate mixes”
is devoted an experimental research of
process of rectification oil-gas-condensate mix. In experiences on studying of
influence of the stripping agent 11 samples of a mix with the various maintenance
of oil and a gas condensate have been prepared. In all experiences volume of OGC
mix and the stripping agent was constant. Thus the temperature of the beginning of
boiling of the formed mixes changed from 65 to 84
o
S; temperature of the end of
boiling 340
o
S.
Output of light fractions
Share gas condensate in a mix, %
vol.
Output of black oil
6,0
7,0
8,0
9,0
10,0
11,0
12,0
13,0
0
10 20 30 40 50 60 70 80 90 100
Share gas condensate in a mix, %
vol.
– Distillation with steams of
heavy gasoline;
– Distillation with water steam
Fig. 5. Dependence of an exit of light
fractions from structure oil-gas-
condensate mixes
– Distillation with steams of heavy
gasoline ;
– Distillation with water steam
Fig. 6. Dependence of selection of black
oil from structure oil-gas-condensate
mixes

74
Volumes of the received light fractions, black oil and loss were measured in
these experiments. Then calculation off change of increase in an exit of light
fractions at the expense of use of hydrocarbon steams instead of WS. From the
analysis of experimental data, follows, that at application of the hydrocarbon
stripping agent instead of WS degree of increase in an exit light distillate fractions
from OGC mixes changes depending on structure of a mix 2,60 ÷ 2,91 % vol. (On
the average 2,75 % vol.). And at the expense of it the black oil exit was reduced
and has made from 9,49 to 6,86 % instead of from 12,05 to 9,22 at use WS. In
drawings 5 and 6 changes of an exit of light fractions and selection of black oil
from raw materials are illustrated.
The fifth chapter
“Working out of the industrially-technological scheme of
dry distillation oil-gas condensate mixes with application of the hydrocarbon
steaming agent”
is devoted of working out of the recommendation about
industrial application of a method of dry distillation and calculation of expected
economic efficiency.
Working productivity on raw materials of line ELOU AVT-1 Fergana OR
makes an order of 600 thousand t/year. Thus as the evaporating agent 1,65 t/hour
moves overheated steam the expense. In the furnace preliminary strip the raw
materials heat up and arrive in the basic atmospheric column. From steam
superheat, in a column bottom under the bottom plate as the evaporating agent,
moves overheated water steam. Thus it has following parameters: pressure 0,35
М
P
а
, temperature within 415
o
S.
For a conclusion of lateral fractions (kerosene and diesel fuel) columns on
ELOU AVT-1 Fergana OR are provided two stripping columns. In each of them,
for improvement quality deduced fractions, giving of water steam is provided. It
has the same parameters, as well as at giving in an atmospheric column.
The rational technological scheme of a supply of the hydrocarbon stripping
agent (HS) in atmospheric rectification and stripping columns of installation AVT-
1 Fergana OR (fig. 7) is developed. Steams of gasoline and the stripping agent,
received from top atmospheric column, are condensed, cooled in air condensers (4),
water cooler (3) and arrive in a separator (2).
Gasoline moves for creation of a sharp irrigation of top of a column from this
separator. Easy hydrocarbons from a separator (2) through an additional separator
(1) arrive in capacity for gathering HS (10). Further from it hydrocarbon steams the
compressor (9), through the heat exchanger (8) and the regulating valve, are forced
in a line of the stripping agent submitted in rectification column. The line of water
steam before connection with a line of hydrocarbon steam has regulating
valve. These valves serve for smooth transition of technology from one stripping
agent to another. The first portion HS will be resulted in capacity for gathering of
the hydrocarbon stripping agent (10) of capacity (11). Further, UP pumping by
compressor, overheating in the heat exchanger (8), and also passing through
columns (5,6,7) and a number of condensers and coolers arrives in a separator (2).
From top of a separator (2) hydrocarbon steams arrive in a separator (1) where in
addition separate from a residual condensate, and further from its top easy
hydrocarbons move in capacity for gathering of the hydrocarbon stripping agent

75
(10). From this capacity HS through the compressor (9) and the heat exchanger
arrives in rectification columns. Thus, HS it will be circulated in the closed cycle. If
necessary from capacity (11) feed of this cycle by necessary quantity of the
stripping agent will be carried out.
1
,
2
- separators;
3
- water cooler;
4 -
air condensers;
5
atmospheric rectification
column
К
-4;
6
– stripping kerosene;
7
– stripping diesel fraction;
8
– heat
exchanger;
9
– pump (compressor);
10
– capacity for gathering of the hydrocarbon
stripping agent;
11
– capacity;
12
– pump of an irrigation of top of a column;
I
– kerosene;
II
– diesel fraction;
III
– black oil;
IV
– the stripping agent,
FI
– flow
meters,
Т
I
– thermometers,
N
– valves
Fig. 7. The basic scheme of a supply of the hydrocarbon stripping agent to
rectification columns AVT-1
The analysis of change of thermal loading on the condenser is carried out at
condensation and cooling of stripping agents at the expense of replacement WS on
HS (tab. 7). The analysis of data of these table shows, that the parity of thermal
loading of the condenser at uses WS (the third column) to thermal loading at use

76
HS (the sixth column) makes:
I
Q.
к
.
= 2100/111=10,8.
This indicator, specifies that
WS creates thermal loading to the condenser 10,8 times more than HS.
Table 7
Indicators of thermal loading of condenser AVT-1 Fergana OR
Consumpti
on of
stripping agent, %
Water steam
Hydro carbonic stripping
agent
Saving
energy, kWt
degree decr
easing ge
neral
thermal loading
General thermal
loading
с
W
S
,
kWt
Thermal
loading WS, kWt
Share thermal of
loading WS
in general balans, %
General thermal
loading
с
HS, k
W
t
Thermal
loading HS, kWt
Share thermal of
loading HS
in general balans, %
1 2 3 4 5 6 7 8 9
2,2 3200 1200 37,5 2111 111 5,3 1089
1,52
3 3800 1800 47,7 2166
166,5 7,7 1634 1,75
4 4400 2400 54,4 2222 222 10 2178
1,98
5 5000 3000 60,0 2277,5
277,5 12,2 2723
2,20
6 5600 3600 64,3 2333 333 14,3 3267
2,40
The analysis of the diagramme resulted on fig. 8 show, that with increase in
the expense of the stripping agent with 2 to 6 % the thermal loading rendered WS,
the general increases with 1200 to 3600 kW (the first column), and thus, in a mix
with petrol steams, from 3200 to 5600 kW (the second column). And at application
HS the condenser is loaded from 111 kW to 333 kW (the third column), the
general thermal loading, in a mix with petrol steams, changes with 2111 to 2333
kW (the fourth column).
The parity of thermal loadings of stripping agents (the third and sixth
columns) to the general thermal loadings created by mixes of stripping agent and
petrol steams (the second and fifth columns), defines its share in the general
thermal balance (the fourth and seventh columns). These calculations of process of
condensation, show (fig. 9), that a share of thermal loading of water steam makes
from 37 to 64 % (dark columns) general thermal loading, and at use of the
hydrocarbon stripping agent, this indicator makes only 5-14 % (light columns).
The analysis of process of condensation shows, that at the expense of the
stripping agent of 2 % thermal loading to the condenser created by mix HS and
steams of gasoline of 1,52 times less than the loading created by a mix of steams of
gasoline and WS. At achievement of the expense of the stripping agent of 6 %, this
indicator increases to 2,4 times, i.e. at use HS as the stripping agent, the condenser
will accept thermal loading 2,4 times less than at application of water steam (the
ninth column of table 7).

77
The spent comparative is material-thermal balances testify that application of
technology of dry distillation of OGC mixes promotes decrease in heat power
expenses for 66,4 % at the expense of replacement and recirculation the stripping
agent.
0
1000
2000
3000
4000
5000
6000
Q
2,0
3,0
4,0
5,0
6,0
G
о
0
10
20
30
40
50
60
70
I
Q.
ко
нд
,%
2,0
3,0
4,0
5,0
6,0
G
отп
- WS; - mix WS and gasoline
steams; - HS; - mix HS and
gasoline steams
Fig. 8. Thermal loading of the
condenser depending on the applied
stripping agent and its expense
- A share of thermal loading WS;
- a share of thermal loading HS
Fig. 9. A share of thermal loading of
the stripping agent in the course of
condensation depending on the
applied stripping agent and its
expense
The sixth chapter
“Economic efficiency of application of dry distillation
oil-gas condensate mixes”
is devoted calculation of economic efficiency of
application of this method in the conditions of
А
V
Т
-1 Fergana OR. The
calculations of expenses connected with steaming agents in existing technology
and dry distillation are carried out. The analysis of this calculations shows, that
heat-energy expenses at dry distillation makes on 66,4 % less than at present
technology.
The annual expense overheated water steam on line AVT-1 Fergana OR (at
333 days of operation in a year) makes 13 200 t. Results of calculation of expected
economic benefit of application of a method of dry distillation oil-gas-condensate
mixes are resulted in tab. 8.

78
Table 8
Results of calculation of expected economic benefit of application of a
method of dry distillation oil-gas-condensate mixes in the conditions of ELOU
AVT-1 Fergana OR
№
Economic efficiency
indicators
Unit of
measure
Quantity
Cost of
unit,
thousand
sum
Annual
economy,
thousand
sum
1
Reduction of expenses by
creation of the unpicking agent
- overheated water steam
Gkal/
year
9240 46,365 428412
2
Increase in an exit of light
fractions
t/year 3102 794,2 2463608
3
Reduction of expenses on
recuperation sour waters
t/year 13200 4,3
56760
4
Reduction of expenses of the
electric power by condensers
к
Wt/year 207792
0,1385 28779
5
Elimination of ablation of
gasoline by a condensate of
water steam
t/year 13,2 1051 13873
6 Total annual economic benefit
2991432
Along with economic benefit of its introduction of technology of dry
distillation, the economy of resources also is reached and ecological conditions of
environment improve, and also efficiency of regeneration of heat increases and the
expense of turnaround water decreases.
CONCLUSION
1. On the basis of an intensification mass-exchange processes by replacement
of the traditional stripping agent (overheated water steam) on hydrocarbon steams,
scientific bases of new technology for the first time are created - dry distillation
oil-gas-condensate mixes in rectification column to a column, allowing to save
heat power expenses for 66,4 %.
2. Researches of a thickness boundary diffusion films at rectification oil-gas-
condensate mix with use of hydrocarbon stripping agents have shown, that a
thickness of these films, on the average in 10,6 times there is less than thickness,
formed by water steam.
3. The analysis of application as the stripping agent of hydro carbonic steams
instead of water steam at distillation oil-gas-condensate mixes, has shown, that the
factor increase mass given in a steam phase has averaged 3,2 times.

79
4. Degree of increase of factor mass given at rectification oil-gas-condensate
mixes has averaged of 1,25 times depending on the applied stripping agent and
distributed fraction.
5. The technological scheme of a supply of hydrocarbon steams in
rectification columns for distillation carrying out recirculation is offered a mix,
thus there is a possibility of reduction of the expense of the stripping agent on 11,7
%.
6. The technology on a basis recirculation of hydrocarbon steams which has a
number of advantages is developed energy-saving: an exception of application of
water steam, increase in an exit of light fractions, absence of a moisture in fuel
fractions, reduction of power expenses in the course of condensation; elimination
of ablation of petrol fraction by a condensate of water steam, increase in selection
of fuel fractions at 2,67 %, reduction of corrosion of equipment, improvement of
ecological conditions of manufacture, etc.
7. Optimum conditions of carrying out of process of rectification are
established at application of technology of dry distillation of oil-gas-condensate
mixes with use recirculation 1,46 t/hour (on 11,7 % it is less than water steam)
hydrocarbon steams instead of water steam.
8. Improvement of clearness of division distillate fractions on 5-7
o
S is
established at use of the hydrocarbon stripping agent in comparison with water
steam at the expense of intensive mass given between steam and liquid phases.
9. Decrease in thermal loading in the course of condensation more than in 10
times is shown at use of the hydrocarbon stripping agent in comparison with water
steam at the expense of the superiority thermal properties of the alternative
evaporating agent.
10. Settlement annual economic benefit at the expense of application of a new
method of dry distillation oil-gas-condensate mixes for line ELOU AVT-1 Fergana
OR productivity on 600 thousand tons raw materials in a year makes more than
500 million sums.

80
ЭЪЛОН
ҚИЛИНГАН
ИШЛАР
РЎЙХАТИ
Список
опубликованных
работ
List of published works
I
бўлим
(I
часть
; I part)
1.
Салимов
З
.
С
.,
Абдурахмонов
О
.
Р
.,
Сайдахмедов
Ш
.
М
.
Интенсификация
процесса
ректификации
нефтегазоконденсатного
сырья
//
Монография
, –
Ташкент
,
Изд
. «
Фан
»
Академии
наук
РУз
. – 2011. –144
с
.
2.
Salimov Z., Abdurakhmonov O., Saydahmodov Sh. Dry distillation of
liquid hydrocarbons // Monograph, –Germany. Lambert Academic Publishing, –
2013. – 133
р
.
3.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Х
.
Кобилов
.
Исследование
и
расчет
процесса
диффузии
в
газах
и
жидкости
//
Вестник
ТГТУ
. –
Ташкент
,
2010
г
. –
№
3. –
С
. 155-158. (02.00.00;
№
11).
4.
Абдурахмонов
О
.
Р
.,
Бобохонов
Х
.
Н
.
Исследование
массоотдачи
при
ректификации
нефтегазоконденсатных
смесей
с
использованием
углеводородных
паров
в
качестве
отпаривающего
агента
//
Узбекский
химический
журнал
–
Ташкент
, 2010. –
№
5. –
С
. 40-42. (02.00.00;
№
6).
5.
З
.
С
.
Салимов
,
Ш
.
М
.
Сайдахмедов
,
О
.
Р
.
Абдурахмонов
,
Х
.
Н
.
Бобохонов
.
Интенсификация
процесса
предварительной
перегонки
нефтегазоконденсатного
сырья
//
Узбекский
химический
журнал
. –
Ташкент
,
2011. –
№
1. –
С
. 40-43. (02.00.00;
№
6)
6.
З
.
С
.
Салимов
,
О
.
Р
.
Абдурахмонов
,
Х
.
Н
.
Бобохонов
.
Определение
теплоемкости
жидких
углеводородов
и
их
паров
//
Доклады
АН
РУз
. –
Ташкент
, 2011. –
№
2. –
С
. 42-45. (02.00.00;
№
8).
7.
З
.
С
.
Салимов
,
О
.
Р
.
Абдурахмонов
,
Х
.
Н
.
Бобохонов
.
Исследование
теплоотдачи
при
ректификации
нефтегазоконденсатных
смесей
с
использованием
углеводородного
теплоносителя
//
Доклады
АН
РУз
. –
Ташкент
, 2011. –
№
3. –
С
. 48-50. (02.00.00;
№
8).
8.
Салимов
З
.
С
.,
Абдурахмонов
О
.
Р
.,
Сайдахмедов
Ш
.
М
.,
Кобилов
Х
.
Х
.
Массообменные
показатели
процесса
перегонки
нефтегазоконденсатного
сырья
с
применением
альтернативного
теплоносителя
//
Узбекский
журнал
нефти
и
газа
. –
Ташкент
, 2011. –
№
3. –
С
.30-33. (02.00.00;
№
7).
9.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Х
.
Кобилов
.
Определение
толщины
пограничных
диффузионных
пленок
при
ректификации
с
применением
углеводородных
отпаривающих
агентов
//
Узбекский
химический
журнал
. –
Ташкент
, 2011. –
№
4. –
С
. 54-57. (02.00.00;
№
6).
10.
З
.
С
.
Салимов
,
О
.
Р
.
Абдурахмонов
,
Х
.
Ф
.
Джураев
,
Х
.
Х
.
Кобилов
.
Интенсификация
массоотдачи
при
разделении
углеводородных
смесей
сухой
перегонкой
//
Доклады
АН
РУз
. –
Ташкент
, 2011. –
№
6. –
С
. 53-55. (02.00.00;
№
8).
11.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Х
.
Кобилов
.
Сравнение
параметров
отпаривающих
агентов
при
ректификации
углеводородного
сырья
//
Узбекский
химический
журнал
. –
Ташкент
, 2011. –
№
6. –
С
. 33-36.

81
(02.00.00;
№
6).
12.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Ш
.
М
.
Сайдахмедов
,
Х
.
Н
.
Бобохонов
,
Б
.
С
.
Усмонов
.
Интенсификация
процесса
предварительной
перегонки
нефтегазоконденсатного
сырья
//
Химическая
промышленность
.
С
-
Петербург
, 2010. –
Т
. LXXXVII . –
№
7. –
С
. 339-342. (02.00.00;
№
21).
13.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Н
.
Бобохонов
.
Исследование
и
расчет
теплоемкости
углеводородов
//
Химическая
промышленность
.
С
-
Петербург
, 2010. –
Т
. LXXXVII . –
№
8. –
С
. 418-420. (02.00.00;
№
21).
14.
З
.
С
.
Салимов
,
О
.
Р
.
Абдурахмонов
.
Интенсификация
ректификации
нефти
с
применением
углеводородного
отпаривающего
агента
//
Узбекский
химический
журнал
. –
Ташкент
, 2011
г
. –
Спец
.
выпуск
. –
С
. 20-23. (02.00.00;
№
6).
15.
З
.
С
.
Салимов
,
Абдурахмонов
О
.
Р
.,
Х
.
Х
.
Кобилов
.
Определение
коэффициента
массоотдачи
в
газах
и
жидкостях
при
диффузии
в
них
углеводородов
//
Нефтепереработка
и
нефтехимия
–
Москва
, 2011. –
№
11. –
С
. 43-45. (02.00.00;
№
16).
16.
З
.
С
.
Салимов
,
О
.
Р
.
Абдурахмонов
,
Ш
.
М
.
Сайдахмедов
,
Х
.
Н
.
Бобохонов
.
Влияние
сухой
перегонки
нефтегазоконденсатных
смесей
на
межфазную
пограничную
пленку
//
Доклады
АН
РУз
. –
Ташкент
, 2012. –
№
.2. –
С
. 44-46.
(02.00.00;
№
8).
17.
Салимов
З
.
С
.
Сайдахмедов
Ш
.
М
.,
Абдурахмонов
О
.
Р
.,
Бобохонов
Х
.
Н
.
Научные
основы
новой
технологии
–
сухой
перегонки
жидких
углеводородных
смесей
//
Узбекский
журнал
нефти
и
газа
. –
Ташкент
, 2012. –
№
2. –
С
. 33-35. (02.00.00;
№
7).
18.
Абдурахмонов
О
.
Р
.,
Салимов
З
.
С
.
Снижение
рабочей
температуры
ректификационной
колонны
при
перегонке
жидких
углеводородов
путем
анализа
их
физико
-
химических
показателей
//
Узбекский
химический
журнал
.
–
Ташкент
. 2013. –
№
6. –
С
.77-82. (02.00.00;
№
6).
19.
О
.
Р
.
Абдурахмонов
.
Интенсификация
массообмена
при
ректификации
нефтегазоконденсатной
смеси
с
использованием
альтернативных
отпаривающих
агентов
//
Химическая
промышленность
. –
С
-
Петербург
, –
2013. –
№
2. –
С
. 151-154. (02.00.00;
№
21).
20.
О
.
Р
.
Абдурахмонов
.
Оценка
роли
отпаривающих
агентов
при
ректификации
нефтегазоконденсатной
смеси
//
Узбекский
химический
журнал
. –
Ташкент
, 2014. –
№
5. –
С
. 50-53. (02.00.00;
№
6).
21.
З
.
С
.
Салимов
,
О
.
Р
.
Абдурахмонов
,
Ш
.
М
.
Сайдахмедов
.
Совершенствование
технологического
блока
атмосферной
перегонки
нефтегазоконденсатной
смеси
с
использованием
в
качестве
отпаривающего
агента
паров
бензина
//
Узбекский
химический
журнал
. –
Ташкент
, 2014.
–
№
6. –
С
. 51-54. (02.00.00;
№
6).
22.
О
.
Р
.
Абдурахмонов
,
Х
.
Х
.
Кобилов
.
Изучение
и
определение
диффузии
компонентов
нефтегазоконденсатной
смеси
в
отпаривающих
агентах
и
растворителях
//
Химическая
технология
.
Контроль
и
управление
. –
Ташкент
,
2011. –
№
1. –
С
. 33-36. (02.00.00;
№
10).
23.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Ш
.
М
.
Сайдахмедов
,
Х
.
Х
.
Кобилов
.

82
Интенсификация
процесса
перегонки
углеводородных
смесей
с
применением
альтернативных
отпаривающих
агентов
//
Технология
нефти
и
газа
. –
Москва
,
2012. –
№
5. –
С
. 8-11. (02.00.00;
№
20).
24.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Х
.
Кобилов
.
Массоотдача
и
ее
интенсификация
при
диффузии
углеводородов
//
Вестник
ТГТУ
. –
Ташкент
,
2010
г
. –
№
4. –
С
. 28-31. (02.00.00;
№
11).
25.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Х
.
Кобилов
.
Массоотдача
и
ее
интенсификация
при
диффузии
углеводородов
//
Вестник
ТГТУ
. –
Ташкент
,
2012
г
. –
№
1-2. –
С
. 108-113. (02.00.00;
№
11).
26.
Z.Salimov, O.Abdurakhmonov, Sh.Saydakhmedov, G.Zaikov. Reduction
of the thickness of the boundary film at rectification of hydrocarbonic mixes with
application of dry distillation // Journal of Balkan Tribological Association. Sofia,
Bulgaria Vol. 19, No 4, 2013 –PP. 668-672. (
№
40 Research Gate IF=0,32)
27.
O.R. Abdurakhmonov, Z.S.Salimov, Sh.M.Saydakhmedov, G.E.Zaikov. A
study on rectification of hydrocarbonic mixes // Key Engineering Materials,
Volume II, Interdisciplinary Concepts and Research, Apple academic press, inc. –
Waretown, New Jersey, US, 2014. –
рр
. 111-116. (
№
40 Research Gate IF=0,19).
II
бўлим
(II
часть
; part II)
28.
Устройство
для
перегонки
нефти
.
Патент
РУз
на
полезную
модель
.
FAP
№
00785.
Бюллетень
№
1. 2013
г
.
Салимов
З
.
С
.,
Абдурахмонов
О
.
Р
.,
Сайдахмедов
Ш
.
М
.
29.
Массообменная
тарелка
.
Патент
РУз
на
полезную
модель
. FAP
№
00796.
Бюллетень
№
3. 2013
г
.
Салимов
З
.
С
.,
Абдурахмонов
О
.
Р
.,
Сайдахмедов
Ш
.
М
.,
Кобилов
Х
.
Х
.
30.
Z.Salimov, O.Abdurakhmonov, Sh.Saydakhmedov, G.Zaikov. Reduction
of the thickness of the boundary film at rectification of hydrocarbonic mixes with
application of dry distillation // Polymers Research journal, ISSN: 1935-2530.
Nova Science Publishers, Inc. USA. Vol. 6, issue 1. 2012 –PP. 83-88. (
№
40
Research Gate IF=1,90).
31.
Z. Salimov, O.R. Abdurakhmonov, Sh. Saydakhmedov. G. E. Zaikov
Intensification of rectification of hydrocarbon mixes with application alternative
steaming agents // Journal of Advances in Sustainable Petroleum Engineering
Science (ASPES), – US, 2012. – Volume 4, Issue 2. –P. 99-108.
32.
Z.Salimov, O.Abdurakhmonov Sh.Saydakhmedov H.Bobokhonov.
Reduction of the thickness of the boundary film at rectification of hydrocarbonic
mixes with application of dry distillation // Perspectives of Innovations, Economics
and Business. Prague, Czech Republic. Vol. 9, Issue 3, 2011. –P. 78-80.
33.
Z.S.Salimov, O.R. Abdurakhmonov, Sh.M.Saydakhmedov, H.H.Kobilov.
Volume factors of mass output and mass transfer at rectification of oil-gas-
condensate raw materials at use alternative steaming agents // Processes of
petrochemistry and oil refining. – Baku, 2011. – vol. 12,
№
1 (45). –
рр
. 15-19. (IF
0,678).
34.
О
.
Р
.
Абдурахмонов
.
Повышение
эффективности
фракционирования

83
нефтегазоконденсатной
смеси
//
Вестник
развития
науки
и
образования
. –
Москва
, – 2012. –
№
4. –
С
. 38-44. (IF 0,152).
35.
О
.
Р
.
Абдурахмонов
.
Коэффициент
массоотдачи
в
газах
и
жидкостях
при
распределении
углеводородов
//
Научная
жизнь
. –
Москва
. 2011. –
№
3. –
С
. 3-6. (IF. 0,183).
36.
Salimov Z.S., Abdurakhmonov O.R., Sagdullaev Sh.Sh. Intensification of
the process of mass transfer at rectification of multi-component mixes // XIX
Mendeleev congress on general and applied chemistry. Volgograd, Russia,
Abstract book in 4 volumes, Volume 2, Chemistry and technology of materials,
including nanomaterials. 2011. –PP 519.
37.
Абдурахмонов
О
.
Р
.
Коэффициент
массоотдачи
при
ректификации
многокомпонентных
смесей
//
Научно
-
практическая
конференция
«
Нефтегазопереработка
– 2012»
Уфа
. 2012. –
С
. 237-238.
38.
Абдурахмонов
О
.
Р
.,
Кобилов
Х
.
Х
.,
Абдурахманова
Д
.
О
.,
Муминов
Р
.
Р
.
Четкость
разделения
нефти
ректификацией
//
Научно
-
практическая
конф
.
«
Нефтегазопереработка
– 2012»
Уфа
. 2012. –
С
. 34-35.
39.
Муминов
Р
.
Р
.,
Абдурахманова
Д
.
О
.,
Кобилов
Х
.
Х
.,
Абдурахманов
С
.
Р
.,
Абдурахманов
Р
.
А
.
Интенсивность
массоотдачи
в
паровой
фазе
при
перегонке
углеводородов
//
Научно
-
практическая
конференция
«
Нефтегазопереработка
– 2012»
Уфа
. 2012. –
С
. 238.
40.
Abdurakhmonov O.R., Salimov Z.S., Abdurakhmonova D.O.
Mathematical model of process rectification of multi-component liquid mix
//
VI
Международная
научно
-
техническая
конференция
«
Современные
техника
и
технологии
горно
-
металлургической
отрасли
и
пути
их
развития
».
Навои
.
2013. –
С
. 479-480.
41.
Абдурахмонов
О
.
Р
.,
Салимов
З
.
С
.
Математическое
описание
процесса
ректификации
многокомпонентных
жидких
смесей
//
Республиканская
конференция
молодых
ученых
. «
Наука
.
Образование
.
Молодежь
»,
посвященная
55-
летию
Алматинского
технологического
университета
.
Алматы
. 2012. –
С
. 249-250.
42.
Абдурахмонов
О
.
Р
.
Механизм
интенсификации
технологического
процесса
перегонки
жидких
углеводородов
//
Актуальные
проблемы
переработки
нефти
и
газа
Узбекистана
.
Ташкент
. 2012. –
С
. 8-13.
43.
О
.
Р
.
Абдурахмонов
,
З
.
С
.
Салимов
,
Х
.
Н
.
Бобохонов
.
Эффективный
метод
интенсификации
первичной
перегонки
углеводородного
сырья
//
Проблемы
формирования
и
внедрения
инновационных
технологий
в
условиях
глобализации
.
Международная
научн
.
практ
.
конф
. –
Ташкент
,
2010. –
С
. 11-13
44.
Х
.
Н
.
Бобохонов
,
О
.
Р
.
Абдурахмонов
.
Нефть
ва
газ
конденсати
аралашмасини
ректификациялаш
жараёнини
такомиллаштириш
//
Проблемы
формирования
и
внедрения
инновационных
технологий
в
условиях
глобализации
.
Международная
научн
.
практ
.
конф
. –
Ташкент
, 2010. –
С
. 30-
32
45.
O.R. Abdurakhmonov R.R. Muminov. Computer modeling of the
energy-sawing system “centrifugation-evaporation” //
Проблемы
формирования

84
и
внедрения
инновационных
технологий
в
условиях
глобализации
.
Международная
научн
.
практ
.
конф
. –
Ташкент
, 2010. –PP 149-151.
46.
Абдурахмонов
О
.
Р
.,
Салимов
З
.
С
.,
Бобохонов
Х
.
Н
.
Автоматизация
технологического
процесса
перегонки
многокомпонентных
смесей
//
Алматинский
технологический
университет
Республиканская
конференция
молодых
ученых
«
Наука
.
Образование
.
Молодежь
»,
посвященная
20-
летию
независимости
Республики
Казахстан
.
Алматы
. 2011. –
С
. 152-154.
47.
Муминов
P.P.,
Кобилов
Х
.
Х
.,
Шарипов
Н
.
З
.,
Абдурахмонов
С
.
Р
.,
Абдурахмонов
О
.
Р
.
Автоматизация
технологического
процесса
ректификации
//
Алматинский
технологический
университет
Республиканская
конференция
молодых
ученых
«
Наука
.
Образование
.
Молодежь
»,
посвященная
20-
летию
независимости
Республики
Казахстан
.
Алматы
. 2011. –
С
. 167-170.
48.
Абдурахманов
Р
.
А
.,
Абдурахмонов
О
.
Р
.,
Муминов
Р
.
Р
.
Лабораторная
ректификационная
установка
и
режим
его
работы
//
Международная
научно
-
техническая
конф
. «
Современные
техника
и
технологии
горно
-
металлургической
отрасли
и
пути
их
развития
»
Навои
2010. –
С
. 431-433.
49.
Абдурахмонов
О
.
Р
.,
Салимов
З
.
С
.,
Кобилов
Х
.
Х
.,
Абдурахмонов
С
.
Р
.
Исследование
коэффициента
массоотдачи
в
паровой
фазе
при
ректификации
многокомпонентных
смесей
// VIII
Международная
научно
-
техническая
конференция
.
Могилев
,
Белорусь
. 2011.
Ч
. 2. -
С
. 67.
50.
Бобохонов
Х
.
Н
.,
Абдурахмонов
О
.
Р
.,
Мўминов
Р
.
Р
.,
Абдурахмонов
С
.
Р
.
Нефть
ва
газ
конденсати
аралашмасини
ректификациялаш
жараёнини
такомиллаштириш
//
Актуальные
проблемы
развития
химической
науки
,
технологии
и
образования
в
республике
Каракалпакистан
.
Нукус
. 2011. –
С
.
131-132.
51.
Х
.
Н
.
Бобохонов
,
О
.
Р
.
Абдурахмонов
,
Р
.
Р
.
Муминов
,
С
.
Р
.
Абдурах
-
монов
.
Энергосбережения
в
процессах
ректификации
на
примере
разделения
нефтегазоконденсатных
смесей
//
Проблемы
развития
малого
бизнеса
,
основанного
на
научных
достижениях
и
инновационных
технологиях
,
взглядом
молодых
ученых
.
Ташкент
. 2011. –
С
212-213.
52.
Абдурахмонов
О
.
Р
.,
Салимов
З
.
С
.,
Кобилов
Х
.
Х
.,
Шарипов
Н
.
З
.,
Салимов
Ш
.
Ф
.
Исследование
коэффициента
массоотдачи
углеводородов
в
газах
и
жидкостях
//
Актуальные
проблемы
инновационных
технологий
химической
,
нефтегазовой
и
пищевой
промышленности
.
Ташкент
. 2011. –
С
.
53.
Абдурахмонов
О
.
Р
.
Интенсификация
процесса
перегонки
жидких
углеводородных
смесей
с
применением
альтернативных
отпаривающих
агентов
//
Актуальные
проблемы
инновационных
технологий
химической
,
нефтегазовой
и
пищевой
промышленности
.
Ташкент
. 2011.
54.
Салимов
З
.
С
.,
Абдурахмонов
О
.
Р
.,
Кобилов
Х
.
Х
.,
Шарипов
Н
.
З
.,
Абдурахмонов
С
.
Р
.
Уменьшение
толщины
межфазной
пограничной
пленки
при
ректификации
углеводородного
сырья
//
Республиканская
научно
-
практическая
конференция
«
Актуальные
проблемы
очистки
нефти
и
газа
от

85
примесей
различными
физико
-
химическими
методами
».
Карши
. 2011. –
С
. 9-
11.
55.
Х
.
Н
.
Бобохонов
,
О
.
Р
.
Абдурахмонов
.
Определение
теплоемкости
углеводородов
и
их
паров
при
атмосферном
давлении
//
Республиканская
научно
-
практическая
конференция
«
Актуальные
проблемы
очистки
нефти
и
газа
от
примесей
различными
физико
-
химическими
методами
».
Карши
. 2011.
–
С
. 55-58.
56.
О
.
Р
.
Абдурахмонов
.
Эффективный
метод
интенсификации
разделения
нефтегазоконденсатного
сырья
//
Республиканская
научно
-
практическая
конференция
«
Актуальные
проблемы
очистки
нефти
и
газа
от
примесей
различными
физико
-
химическими
методами
».
Карши
. 2011. –
С
. 80-
82.
57.
Д
.
О
.
Абдурахманова
,
Р
.
Р
.
Муминов
,
Х
.
Х
.
Кобилов
,
Абдурахмонов
О
.
Р
.
Массоотдача
при
диффузии
углеводорода
в
паровой
фазе
//
Ишлаб
чиқариш
корхоналарининг
долзарб
муаммоларини
ечишда
инновацион
технологияларнинг
аҳамияти
.
Республика
илмий
-
техник
анжуман
.
Қарши
.
2013. –
С
. 225-226.
58.
Абдурахмонов
О
.
Р
.
Пленочная
модель
массообмена
при
перегонке
//
Ишлаб
чиқариш
корхоналарининг
долзарб
муаммоларини
ечишда
инновацион
технологияларнинг
аҳамияти
.
Республика
илмий
-
техник
анжуман
.
Қарши
. 2013. –
С
. 334-336.
59.
Абдурахмонов
О
.
Р
.,
Салимов
З
.
С
.,
Бобохонов
Х
.
Н
.
Повышение
эффективности
массообмена
при
ректификации
углеводородного
сырья
//
Инновационные
разработки
и
перспективы
развития
химической
технологии
силикатных
материалов
.
Ташкент
. 2012. –
С
. 295-298.
60.
О
.
Абдурахмонов
.
Математическое
описание
процесса
ректификации
многокомпонентной
смеси
//
Актуальные
проблемы
использования
альтернативных
источников
энергии
.
Карши
. 2014. –
С
. 219-
221.
61.
Абдурахмонов
О
.
Р
.
Интенсификация
массопередачи
в
процессе
ректификации
нефтепродуктов
//
Ишлаб
чиқаришни
модернизация
қилиш
,
техник
ва
технологик
қайта
жиҳозлаш
,
инновациялар
,
иқсодий
самарали
усуллар
ва
ноанъанавий
ечимлар
. II
Респ
.
Илмий
техник
анжуман
Фарғона
. –
С
. 108-110.
62.
Абдурахманов
Р
.
А
.,
Абдурахмонов
О
.
Р
.,
Муминов
Р
.
Р
.
Повышение
эффективности
процесса
разделения
жидких
неоднородных
систем
//
Ишлаб
чиқаришни
модернизация
қилиш
,
техник
ва
технологик
қайта
жиҳозлаш
,
инновациялар
,
иқсодий
самарали
усуллар
ва
ноанъанавий
ечимлар
. II
Респ
.
Илмий
техник
анжуман
Фарғона
. –
С
. 155-157.
63.
Салимов
З
.
С
.,
Сайдахмедов
Ш
.
М
.,
Абдурахмонов
О
.
Р
.
Научно
-
технологические
основы
сухой
перегонки
нефтегазоконденсатной
смеси
с
использованием
углеводородных
испаряющих
агентов
//
Международная
научно
-
техническая
конференция
. «
Состояние
и
перспективы
инновационных
идей
и
технологий
в
области
нефтехимии
».
Фергана
, 2015. –
С
. 33-48.

86
64.
Абдурахмонов
О
.
Р
.
Совершенствование
процесса
ректификации
нефтегазоконденсатной
смеси
с
применением
углеводородного
отпаривающего
агента
//
Международная
научно
-
техническая
конференция
.
«
Состояние
и
перспективы
инновационных
идей
и
технологий
в
области
нефтехимии
».
Фергана
, 2015. –
С
. 169-171.
65.
Применение
в
качестве
отпаривающего
агента
паров
бензина
в
технологическом
блоке
атмосферной
перегонки
нефтегазоконденсатной
смеси
. // “
Кимёвий
технология
соҳаларининг
долзарб
муаммолари
”
Ҳалқаро
илмий
-
амалий
конференция
.
Бухоро
, 2015. –
С
. 122-123.
66.
Нарзиллаев
У
.
У
.
Абдурахмонов
О
.
Р
.,
Абдурахмонова
Н
.
О
.
Исследование
теплоемкости
местных
жидких
углеводородов
.// “
Кимёвий
технология
соҳаларининг
долзарб
муаммолари
”
Ҳалқаро
илмий
-
амалий
конференция
.
Бухоро
, 2015. –
С
. 132-134.
67.
Салимов
З
.
С
.,
Исмаилов
О
.
Ю
.,
Абдурахмонов
О
.
Р
.
Исследование
вязкости
жидких
углеводородов
. // “
Кимёвий
технология
соҳаларининг
долзарб
муаммолари
”
Ҳалқаро
илмий
-
амалий
конференция
.
Бухоро
, 2015. –
С
. 134-136.
68.
Абдурахмонов
О
.
Р
.
Оценка
роли
отпаривающих
агентов
при
ректификации
многокомпонентной
углеводородной
смеси
. // VIII
международная
научно
-
техническая
конференция
. «
Горно
-
металлургический
комплекс
:
достижения
,
проблемы
и
современные
тенденции
развития
»
Навои
, 2015. –
С
. 411-412.
69.
Нарзиллаев
У
.
У
.
Абдурахмонов
О
.
Р
.,
Абдурахмонова
М
.
Р
.
Теплоотдача
при
разделении
жидких
многокомпонентных
смесей
. // VIII
международная
научно
-
техническая
конференция
. «
Горно
-
металлургический
комплекс
:
достижения
,
проблемы
и
современные
тенденции
развития
»
Навои
, 2015. –
С
. 398.

87
Автореферат
“
Ўзбек
кимё
журнали
”
таҳририятида
таҳрирдан
ўтказилди
(9.11.2015
йил
).
Бичими
60
х
84 1/16.
Ризограф
босма
усули
. Times
гарнитураси
.
Шартли
босма
табоғи
: 5,25.
Адади
100.
Буюртма
№
17.
Баҳоси
келишилган
нархда
.
«
ЎзР
Фанлар
Академияси
Асосий
кутубхонаси
»
босмахонасида
чоп
этилган
.
Босмахона
манзили
: 100170,
Тошкент
ш
.,
Зиёлилар
кўчаси
, 13-
уй
.